
Fábrica china de forja de matriz abierta
Fábrica de forja de matriz abierta para fabricación personalizada OEM
Simis Introducción a la fábrica de forja de matriz abierta
SIMIS Fábrica de forja en matriz abierta especializada en forjas de tamaño mediano y grande (forja libre). La planta integra calentamiento, forja libre, tratamiento térmico, mecanizado en bruto e inspección, y es capaz de producir una amplia gama de forjas de acero al carbono, acero aleado, acero inoxidable y metales no ferrosos.SIMIS Proporciona componentes forjados de alta resistencia, gran tenacidad y alta fiabilidad para industrias como la de la maquinaria de construcción, la petroquímica, la minería, la energía eólica, la metalurgia, la industria naval y el transporte ferroviario.
Prensa de forja principal: Prensa hidráulica de forja de matriz abierta de 4,000 y 6,000 toneladas (con manipulador)
Prensas auxiliares: Prensas hidráulicas de 1,000 y 1,600 toneladas
Equipo de calefacción: Horno de gas (carga máxima 15 toneladas), Horno de resistencia eléctrica: (control de temperatura ±5°C)
Hornos de tratamiento térmico: Hornos de normalización, recocido y temple: (longitud ≤ 6 m)
Grúas Capacidad máxima de elevación: 25 toneladas
Rango de peso de forja: 50 kg - 8,000 kg
Dimensiones máximas Diámetro: ≤ 1.2 m, Longitud ≤ 6.0 m





Piezas forjadas personalizadas de matriz abierta para fabricantes de equipos originales (OEM).











Proceso de forjado en matriz abierta para piezas metálicas a medida
Descripción general del proceso de forjado en matriz abierta:
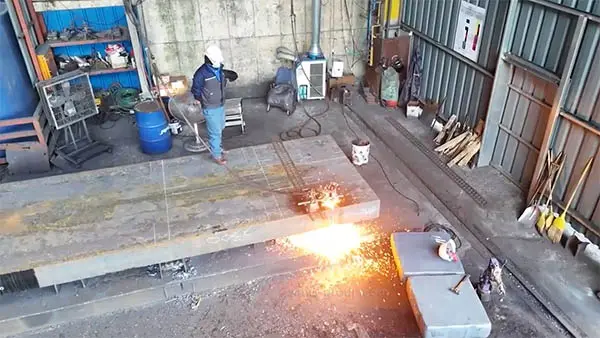
El forjado en matriz abierta es un proceso metalúrgico en el que las piezas metálicas calentadas se moldean mediante repetidos golpes de martillo o presión, sin estar completamente confinadas dentro de una matriz. Este proceso permite una mayor flexibilidad para forjar piezas grandes o personalizadas, a la vez que mejora las propiedades mecánicas del metal.
1. Selección y preparación del material
Seleccione el material metálico adecuado según las propiedades mecánicas requeridas para la pieza, córtelo en lingotes del tamaño o peso especificado y elimine los contaminantes, el óxido o las capas de óxido de los lingotes.
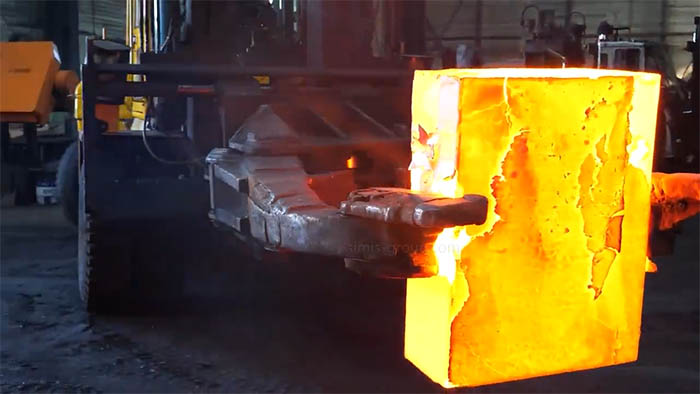
2. Calentar el lingote
El lingote metálico se calienta uniformemente a una temperatura específica en un horno para aumentar su plasticidad de deformación.
3. Operación de forjado
El lingote metálico calentado se coloca sobre una matriz plana o ligeramente curvada y se deforma mediante golpes controlados de un martillo o una prensa. La forma de la pieza se forja mediante operaciones como recalcado, estiramiento (elongación), doblado, punzonado, torsión y aplanado (la pieza no está restringida en la dirección transversal y puede moldearse de forma flexible).
· Recalcado: se utiliza para acortar la longitud de la pieza en bruto, aumentar el área de la sección transversal, acercarla a la forma final y mejorar la organización del material.
· Estirado: Aumenta la longitud de la pieza en bruto y reduce la sección transversal, utilizado principalmente en la fabricación de ejes y piezas de varilla.
· Punzonado: Aumenta la longitud de la pieza en bruto y reduce la sección transversal, utilizado principalmente en la fabricación de ejes y piezas de varilla.
· Perforación: Utilizar un punzón para aplicar presión sobre la pieza en bruto y formar un agujero, que se utiliza para fabricar piezas anulares o perforadas.
· Escariado: Expandir la pieza después del punzonado para obtener un diámetro interior mayor y un espesor de pared uniforme.
· Doblado: Doblar la pieza en bruto hasta obtener la forma deseada, adecuada para la fabricación de piezas en forma de gancho, codo y otras.
· Torsión: Permite girar la pieza en bruto alrededor del eje en un ángulo determinado, lo que resulta adecuado para piezas que requieren una forma retorcida específica.
4. Enfriamiento
Las piezas forjadas se enfrían gradualmente para minimizar las tensiones internas y evitar que se agrieten.
Algunas piezas forjadas pueden someterse directamente al tratamiento térmico para mejorar su rendimiento.
5. Tratamiento térmico
Las piezas forjadas se someten a un tratamiento térmico mediante normalizado, recocido, temple y revenido para mejorar sus propiedades mecánicas, liberar las tensiones internas y refinar la estructura del grano.
6 Inspeccion de calidad
Inspeccione y corrija rigurosamente el tamaño, la forma y el rendimiento de las piezas forjadas para garantizar que los productos cumplan con los requisitos de diseño.
7. Acabado y procesamiento final
El tratamiento superficial y el posterior procesamiento de las piezas forjadas se realizan según los requisitos del cliente.
8 Inspeccion de calidad
Se lleva a cabo una medición exhaustiva mediante la inspección de la calidad de la superficie, la inspección dimensional, las pruebas de propiedades mecánicas y otros métodos de inspección de calidad para garantizar que las piezas forjadas cumplan con los requisitos de los planos de diseño.



Materiales disponibles para aplicaciones de forja en matriz abierta
¿Qué piezas metálicas se pueden forjar? Simis ¿Fábrica de forja de matriz abierta?
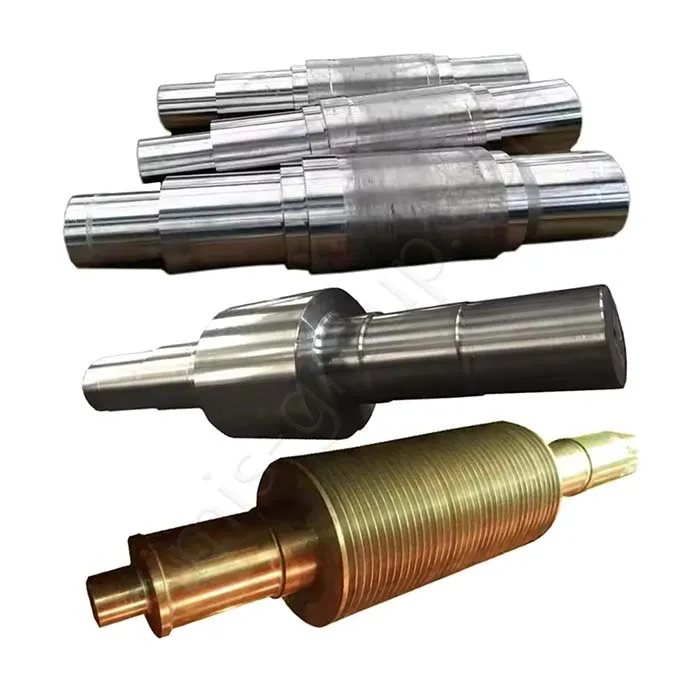
El forjado en matriz abierta es especialmente adecuado para producir componentes grandes, de alta resistencia y de importancia estructural, con excelentes propiedades mecánicas, incluyendo isotropía, tenacidad al impacto y resistencia a la fatiga. Nuestras capacidades de forjado en matriz abierta abarcan principalmente aceros inoxidables, aceros al carbono y aceros aleados. El proceso de forjado en matriz abierta permite un control preciso del flujo de grano, lo que lo hace ideal para componentes sometidos a altas tensiones.
| Categoría de material | Por qué es adecuado para la forja en matriz abierta | Simis Aplicaciones típicas de una fábrica de forja de matriz abierta | Simis Grados comunes de la fábrica de forja en matriz abierta |
| Acero al Carbón | Buena deformabilidad en caliente y rentable. El forjado en matriz abierta refina la estructura del grano, aumenta la resistencia y la tenacidad, y reduce los defectos internos. | Ejes, ejes, engranajes grandes, componentes estructurales | AISI 1045, 1050, 1060; ES C45, C50 |
| Acero Inoxidable | Los aceros inoxidables austeníticos y endurecibles por precipitación se pueden forjar en matriz abierta para mejorar la tenacidad, la ductilidad y la resistencia a la corrosión. Un control preciso de la temperatura evita el agrietamiento y mantiene el rendimiento frente a la corrosión. | Equipos para el procesamiento de productos químicos y alimentos, ejes de alto rendimiento, componentes de válvulas, cuerpos de bombas | AISI 304, 316, 17-4PH; EN 1.4301, 1.4404, 1.4542 |
| Acero de baja aleación | Los elementos de aleación mejoran la templabilidad, la resistencia y la resistencia al desgaste. El forjado en matriz abierta produce grandes componentes estructurales o sometidos a presión con una excelente tenacidad. | Ganchos de grúa, componentes de recipientes a presión, bielas, bridas | AISI 4140, 4340; EN 19, 42CrMo4 |
| Acero de alta aleación | Ciertos aceros resistentes al calor o de alta resistencia pueden forjarse para componentes sometidos a altas temperaturas y tensiones, siempre que se mantenga un control preciso del proceso. | Discos de turbina, ejes aeroespaciales, piezas mecánicas de alto rendimiento | AISI 4145, 4340 modificado, Inconel 718 |
















