
Control de calidad
Certificación del Sistema de Calidad ISO
China Simis El grupo opera bajo rigurosos estándares internacionales de calidad. Mantenemos la ISO 9001:2015 certificación del sistema de gestión de calidad, complementada con acreditaciones reconocidas mundialmente como CE, TÜV y SGS.
Esta sólida base nos permite implementar estrictas medidas de producción y control de calidad, garantizando que cada pieza fundida y forjada cumpla con los requisitos precisos del cliente. Además, respaldamos este compromiso proporcionando informes exhaustivos de inspección de calidad. Simis Por lo tanto, los productos son de alta calidad de forma constante y cumplen plenamente con las normativas mundiales.
Nuestra rigurosa gestión de calidad garantiza la estabilidad de todas las piezas fundidas y forjadas en cada etapa de la producción:
· Materias primas: Inspección y verificación inicial.
· Monitoreo de Procesos: Supervisión continua de las operaciones de fabricación.
· Producto final: Verificación exhaustiva del rendimiento.
Este enfoque sistemático garantiza que nuestros productos sean seguros y fiables en todos los entornos operativos para los que están diseñados.
Respaldado por certificaciones internacionales y un sistema integral de gestión de calidad, Simis El grupo se dedica a suministrar piezas fundidas y forjadas de alta calidad y fiabilidad a nuestros clientes en todo el mundo.

Proceso de Control de Calidad
1. Inspección de la materia prima
Después de determinar los materiales metálicos necesarios para la fundición y la forja, Simis Se realizarán análisis de composición química, pruebas de propiedades mecánicas, ensayos no destructivos, inspección metalográfica y pruebas de propiedades físicas en las materias primas que se utilizarán para la fundición y la forja, con el fin de garantizar que los materiales metálicos utilizados en el proceso de producción cumplan con los requisitos de diseño, reducir los riesgos de producción y mejorar la calidad general del producto.
Inspección de 2.Appearance
Una vez fabricadas las piezas, revise las fundiciones y forjas una por una para comprobar si presentan defectos superficiales, como grietas, poros, agujeros de arena, marcas de arena, rebabas, etc.
• Inspección visual: Compruebe la superficie de las piezas fundidas y forjadas en busca de defectos visibles, como grietas, poros y agujeros de arena, mediante una inspección visual manual o utilizando herramientas de aumento comunes, como lupas y microscopios.
• Acabado superficial: Compruebe que la superficie de las piezas fundidas y forjadas cumpla con los requisitos de diseño en cuanto al acabado, y evite el exceso de rebabas o impurezas en la superficie.


3. Inspección de la calidad de la superficie
• Inspección de la rugosidad superficial: Utilice un medidor de rugosidad para medir la superficie de las piezas fundidas y forjadas y asegurarse de que la rugosidad superficial cumpla con los requisitos de diseño de las piezas.
• Inspección del recubrimiento y la capa anticorrosión: En piezas con tratamientos superficiales especiales (como recubrimientos, galvanoplastia, etc.), es necesario comprobar el espesor del recubrimiento, la adherencia y otros aspectos para garantizar que las piezas cumplan los requisitos técnicos.
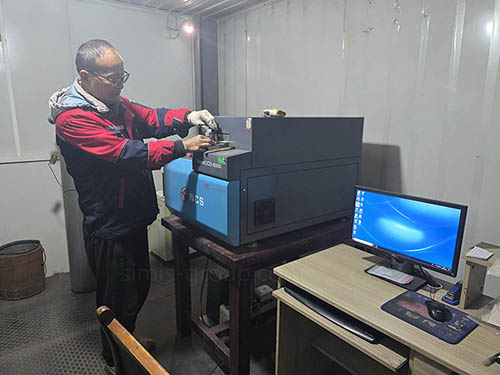
4. Detección de la composición química
• Análisis espectral: Utilice un espectrómetro para analizar la composición química de las piezas fundidas, medir el contenido de elementos y asegurarse de que las piezas cumplen con los requisitos del material.
• Análisis químico: Utilizar reactivos químicos y métodos de análisis químico para determinar el contenido de cada elemento en las piezas fundidas, como silicio, manganeso, cobre, magnesio, etc.

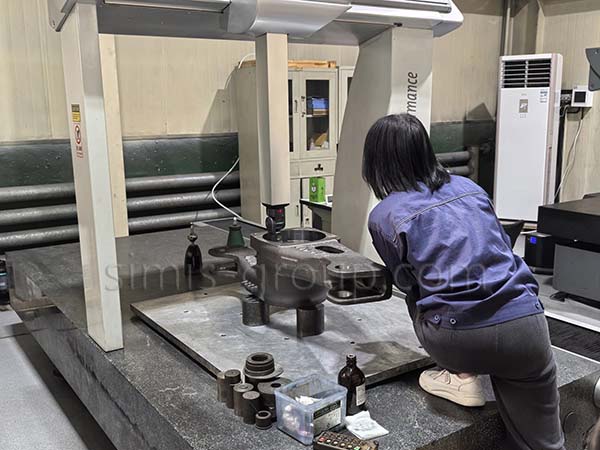
5. Inspección de tamaño, forma y peso
Utilice calibradores, calibradores vernier, micrómetros, medidores de diámetro interior y exterior y otras herramientas de medición para muestrear y medir las diversas dimensiones de las piezas fundidas y así garantizar que las piezas fundidas y forjadas cumplan con los requisitos de tolerancia de diseño.
Para piezas fundidas de alta precisión, utilice una máquina de medición de tres coordenadas para medir con exactitud el tamaño, la forma y la posición de las piezas fundidas y forjadas de forma integral, a fin de garantizar que las piezas cumplan con los requisitos de los planos de diseño.
Verifique la forma geométrica de las piezas, incluyendo la rectitud, la planitud, la verticalidad, la redondez, etc., para garantizar que las piezas cumplan con los estándares de tolerancia.
Utilice balanzas electrónicas, sistemas automatizados de detección de peso, sensores de pesaje y otros métodos de pesaje para determinar si las piezas fundidas y forjadas cumplen con los requisitos de peso mediante el muestreo y pesaje por lotes.


6. Ensayos de propiedades mecánicas
Utilice un durómetro Rockwell (Rockwell), un durómetro Vickers (Vickers), un durómetro Brinell (Brinell), etc., para medir la dureza de las piezas y asegurarse de que la dureza de las piezas cumple con los requisitos de diseño.
Realizar ensayos de tracción en muestras fundidas y forjadas para medir su resistencia a la tracción, límite elástico, elongación, etc., para verificar si la resistencia de las piezas cumple con los requisitos de diseño.
Utilice un probador de impacto (como el probador de impacto Charpy) para medir la tenacidad al impacto de las piezas y comprobar su resistencia al impacto, especialmente su comportamiento ante impactos a bajas temperaturas.
Realizar pruebas de flexión en las piezas para medir su resistencia a la fractura o límite elástico durante la flexión y evaluar su resistencia a la flexión.
Utilice un probador de compresión específico para determinar el rendimiento de las piezas bajo una compresión que aumenta gradualmente hasta que sufran deformación plástica o se rompan.
Utilice un microscopio metalográfico para observar la estructura metálica de la pieza fundida y asegurarse de que cumple con los requisitos de diseño, evitando así cambios en la estructura causados por un recocido o temple excesivos.



7. Detección de defectos internos
Detecta defectos invisibles como poros, inclusiones, grietas, etc., en el interior de las piezas. Adecuado para piezas fundidas con paredes gruesas o estructuras complejas.

Aplique polvo magnético sobre la superficie de la pieza y aplique un campo magnético para detectar grietas y defectos en la superficie y cerca de ella (aplicable a materiales ferromagnéticos).
Detecta defectos internos en las piezas mediante la emisión de ondas sonoras de alta frecuencia. Se utiliza para detectar defectos internos como poros y grietas. Es especialmente adecuado para piezas con formas más gruesas o complejas.
Se utiliza para detectar pequeñas grietas u otros defectos en la superficie de las piezas (se usa comúnmente para materiales no ferromagnéticos como aleaciones de aluminio y aleaciones de cobre).
Detecta defectos en piezas fundidas mediante cambios en el tiempo y la vibración de la propagación de las ondas sonoras. Es adecuado para detectar defectos como grietas y porosidades.
8. Otras pruebas de rendimiento especiales
• Prueba de estanqueidad: Utilice pruebas de estanqueidad al aire, al agua, al vacío y otras pruebas de estanqueidad para detectar si las piezas pueden prevenir eficazmente la fuga de gas, líquido u otros fluidos durante el funcionamiento.
• Prueba de resistencia a la oxidación: Evaluar la resistencia a la oxidación de las piezas a altas temperaturas, humedad o exposición al aire.
• Prueba de resistencia a la corrosión: evalúa la resistencia a la corrosión de las piezas en medios químicos (como ácidos, álcalis, agua salada, etc.) o en condiciones ambientales extremas.
• Prueba de adaptabilidad ambiental: evalúa si las piezas pueden mantener su estructura y función en entornos extremos (como altas temperaturas, bajas temperaturas, calor húmedo, radiación ultravioleta, etc.).




