Selección de procesos para ejes fundidos y ejes forjados
Los ejes, como componentes esenciales de los sistemas de transmisión mecánica, influyen directamente en su fiabilidad y vida útil. Según el informe anual de 2023 de la Unión Internacional de Ingenieros Mecánicos (IMechE), aproximadamente el 38 % de los ejes industriales a nivel mundial son forjados, el 45 % son fundidos y el resto se fabrica mediante otros métodos. Esta distribución refleja la importancia de estos dos procesos en la industria moderna. Un análisis de las características técnicas, la evolución microestructural y las propiedades mecánicas de estos dos procesos de fabricación principales revela que los ejes forjados mantienen sus ventajas de rendimiento en aplicaciones críticas de transmisión de potencia, mientras que los ejes fundidos ofrecen importantes ventajas económicas en la producción de componentes estructurales grandes y complejos.

1. Características técnicas de los ejes fundidos
1.1 Proceso de producción estandarizado para ejes fundidos
Moldeo en arena:
Tolerancias típicas: ISO 8062 CT10-CT13
Rugosidad superficial: Ra 12.5-25 μm (ISO 1302)
Casting de inversión:
· Tolerancias típicas: ISO 8062 CT6-CT8
Rugosidad superficial: Ra 3.2-6.3 μm
Fundición centrífuga:
Aplicación típica: Grandes ejes huecos para la industria petroquímica.
| Estándar material | Grado | Resistencia a la tracción (MPa) | Límite elástico (MPa) | Alargamiento (%) | Procesos aplicables |
| EN 10293 | G20Mo5 | 500-700 | 300-450 | 18-22 | Fundición en arena / Fundición de inversiones |
| ASTM A148 | Grado 80-50 | 550-750 | 350-500 | 15-20 | Moldeo en arena |
| ISO 3755, | GS-52 | 520-720 | 320-480 | 16-21 | Fundición centrífuga |
| JIS G5101 | SC450 | 450-600 | 250-350 | 20-25 | Moldeo en arena |

1.2 Características microestructurales de los ejes fundidos
Microestructura típica de fundición evaluada según la norma ISO 4967:
·Espaciado dendrítico: 100-300 μm (fundición en arena)
·Porosidad: <2% (de acuerdo con la norma ISO 10049)
· Inclusiones no metálicas: Clase B (clasificación ISO 4967 ≤ 2)
Las pruebas ultrasónicas (ISO 11484) realizadas a un eje intermedio de un buque fabricado con material EN 10293 G17CrMo5 revelaron defectos internos inferiores a 1 mm, cumpliendo plenamente las especificaciones de DNV GL.
2. Características técnicas de los ejes forjados
2.1 Proceso de producción estandarizado para ejes forjados
Forja abierta:
Tolerancias típicas: ISO 286-2 H11-H13
Calidad de la superficie: ISO 8501-1 Sa2.5
Forjado de matrices:
Tolerancias típicas: ISO 286-2 H9-H11
Utilización de materiales: 60-80%
Forjado en frío/Forjado en caliente:
Precisión típica: ISO 286-2 H7-H9
Rugosidad superficial: Ra 0.8-1.6 μm
| Estándar material | Grado | Resistencia a la tracción (MPa) | Fuerza de producción (MPa) | Energía de impacto (J) | Procesos aplicables |
| ISO-683 1 | 42CrMo4 | 900-1100 | 650-800 | 45-60 | Forja cerradaForjado en matriz abierta |
| ASTM A322 | grado 4140 | 850-1050 | 600-750 | 40-55 | Forja cerrada |
| EN 10083-3 | 34CrNiMo6 | 1000-1200 | 800-950 | 50-70 | Forja en matriz abierta |
| JIS G4053 | SCM440 | 900-1100 | 650-800 | 45-60 | Forjado en fríoForjado en caliente |

2.2 Ventajas microestructurales de los ejes forjados
Microestructura típica forjada evaluada según la norma ISO 643:
·Tamaño del grano: 10-30 μm (mejor que los grados 7-8 de ASTM E112)
· Continuidad optimizada: clasificación ISO 3763 Clase A
· Inclusiones no metálicas: Clase A (clasificación ISO 4967 ≤ Clase 1)
una turbina de viento eje principal Utiliza material 34CrNiMo6 según la norma EN 10083-3. Las pruebas ultrasónicas (norma EN 10228-3) demuestran que las líneas de flujo de las fibras se adaptan perfectamente al contorno del eje, lo que resulta en una vida útil a la fatiga más de un 50 % mayor que la de una pieza fundida.
3. Comparación del rendimiento de ejes fundidos y forjados
3.1 Comparación de propiedades mecánicas
| Especificaciones de rendimiento | Test Standard | Eje de fundición | Eje forjado | Variation |
| Resistencia a la tracción | ISO-6892 1 | 520-720 MPa | 900-1100 MPa | + 55% |
| Fuerza de rendimiento | ISO-6892 1 | 320-480 MPa | 650-800 MPa | + 80% |
| Resistencia al impacto (20 °C) | ISO-148 1 | 25-35 J | 45-60 J | + 85% |
| Límite de fatiga (10⁷ ciclos) | ISO 12107, | 220-280 MPa | 400-450 MPa | + 75% |
| Dureza | ISO 6506, | 160-220 HB | 250-320 HB | + 50% |
3.2 Comparación de la eficiencia económica y la adaptabilidad de los procesos
Análisis de la estructura de costos:
Costo material:
·Fundición: Baja (Tasa de utilización del material 85-95%)
·Forjado: Medio (Tasa de utilización del material 60-80%)
Costo de procesamiento:
• Fundición: Alta (Requiere mecanizado extenso)
·Forjado: Bajo (Forma casi final)
Coste del Molde:
·Fundición: Alta (Moldes complejos)
·Forjado: Medio (Moldes estandarizados)
Costo de las pruebas:
• Fundición: Alta (Requiere ensayos no destructivos exhaustivos)
·Forjado: Bajo (Pruebas de muestreo)

4. Guía de selección de normas internacionales para piezas de ejes
4.1 Selección por solicitud
| Aplicaciones | Procesos recomendados | Normas internacionales de materiales |
| Eje principal de la turbina eólica | Falsificado | EN 10083-3 34CrNiMo6 |
| Eje de propulsión marina | Casting | EN 10293 G20Mo5 |
| Eje de transmisión automotriz | Falsificado | ISO 683-1 42CrMo4 |
| Eje giratorio para maquinaria de ingeniería | Casting | ASTM A148 Grado 80-50 |
| Eje del motor de la aeronave | Falsificado | AMS 6414 (4340M) |
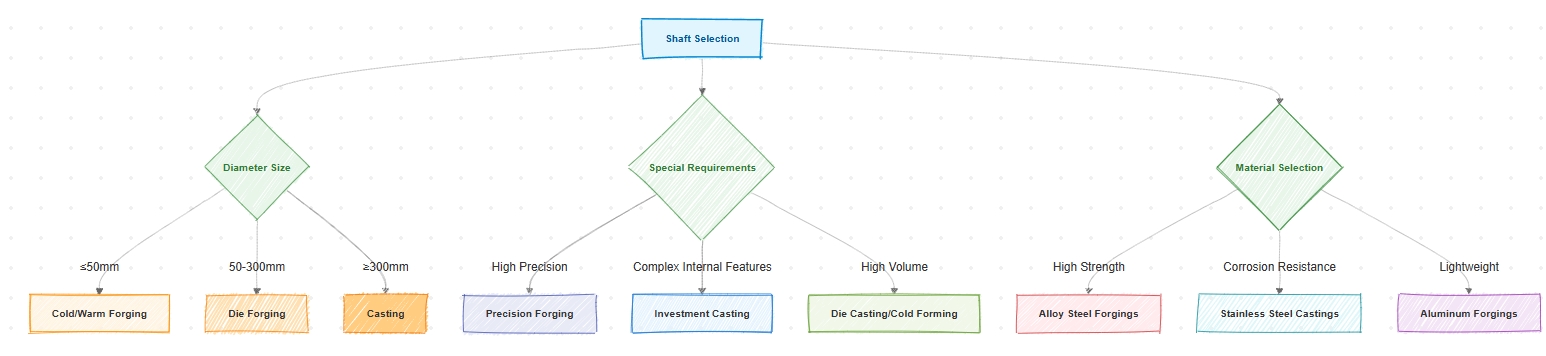
4.2 Selección por parámetros dimensionales
Guía de selección de diámetro:
·Ejes pequeños (Φ < 100 mm):
Proceso preferido: Forjado en frío/Forjado en caliente
·Ejes medianos (100 mm ≤ Φ ≤ 300 mm):
Proceso preferido: Forjado en matriz
·Ejes grandes (Φ > 300 mm):
Opción económica: Fundición
5. Clasificación y selección de procesos de las piezas del eje
(1). Ejes de transmisión
· Características estructurales
Se utiliza para transmitir par y movimiento de rotación.
La relación de aspecto suele ser >5:1
La superficie generalmente requiere un mecanizado de precisión.
Adaptabilidad del proceso
| Rango de diámetro (mm) | Proceso recomendado | Normas internacionales de materiales | Ventajas del proceso |
| <50 | Forjado en frío/caliente | ISO 4954 16MnCr5 | Corte de alta precisión y minimizado |
| 50-150 | Muere la forja | EN 10083-3 42CrMo4 | Optimización del flujo de fibra |
| > 150 | Forjado abierto + Torneado | ASTM A322 4140 | Adecuado para tallas grandes |
| Extra grande (>500) | Fundición centrífuga | EN 10293 G20Mo5 | Económico |

(2). Ejes estriados
Características estructurales
Con dientes estriados axiales
Requiere un ajuste preciso
Normas internacionales: ISO 14 (spline de raíz plana), ISO 4156 (spline de evolvente)
Selección de procesos
Eje estriado forjado en frío:
Tamaño aplicable: diámetro <80 mm
Estándar de materiales: JIS G4053 SCM415
Grado de precisión: ISO 1328 Clase 6-7
Ventaja: Acabado superficial de los dientes Ra0.8-1.6 μm (ISO 1302)
Eje estriado de corte:
Tamaño aplicable: diámetro 80-250 mm
Norma del material: ASTM A322 4340
Ruta del proceso: forjado de la pieza en bruto → torneado → fresado de la estría
Análisis de costes: entre un 15 % y un 20 % más bajo que el forjado completo.
Selección de procesos especiales:
Spline de módulo grande (módulo > 5): Conformado por laminación (norma ISO 1265)
Estrías evolventes: Se prefiere el forjado en matriz (norma DIN 5480).

(3) Husos
· Características estructurales
Alta velocidad, alta precisión
Generalmente requiere tratamiento térmico
· Selección de procesos
| Tipo de husillo | Dimensiones típicas | Proceso recomendado | Estándares de materiales | Requisitos de tratamiento térmico |
| Husillo de máquina herramienta | φ50-200mm | Forjado de precisión | ISO 683-1 / 42CrMo4 | Templado y revenido + cementación |
| Husillo del motor | φ20-100mm | Forjado en frío | JIS G4805 SUJ2 | A través de endurecido |
| Husillo de alta resistencia | >φ300 mm | Fundición + mecanizado | EN 10293 G28NiCrMoV7 | Normalizado + Templado |
·Puntos clave técnicos:
Requisito de redondez del husillo de precisión: ≤0.005 mm
Grado de equilibrio dinámico: Normalmente G1.0
Dureza de la superficie de apoyo: 58-62 HRC

(4). Cigüeñales
· Características estructurales
Estructura de manivela compleja
Requisitos de alta resistencia a la fatiga
· Selección de procesos
-- Ventajas de cigüeñales forjados:
Ruta del proceso: forjado en matriz → tratamiento térmico → acabado
Vida útil por fatiga: >5×10⁶ veces (norma ISO 12107)
-- Aplicación de cigüeñales fundidos:
Cigüeñales de gran tamaño (peso de cada cigüeñal >500 kg)
Norma del material: ASTM A148 Grado 120-90
Control de procesos: se requiere un 100 % de pruebas ultrasónicas (ISO 11484).
-- Proceso innovador:
Fundición compuesta: manguito de hierro fundido templado fundido en el muñón (norma ISO 21988).
Refuerzo de la superficie: laminado de cojinetes (norma de rugosidad superficial ISO 13565)

(5). Árboles de levas
·Características estructurales
Perfil de leva de precisión
Requisitos de alta resistencia al desgaste
Comparación de procesos
-- Fundición de árboles de levas:
Proceso principal: Fundición de cáscara
Estándar de materiales: EN-GJS-700-2 (hierro dúctil)
Tratamiento superficial: Fundición en frío de piezas de leva
Lote económico: >5000 unidades
-- Árboles de levas forjados:
Aplicaciones de alta gama: Motores de competición
Norma del material: ISO 4951 51CrV4
Ruta del proceso: Forjado en matriz → Mecanizado CNC → Tratamiento de nitruración
Control de precisión: error de elevación de la leva ≤ 0.05 mm
-- Árboles de levas ensamblados:
Tendencia moderna: Tubo de acero + leva sinterizada
Norma base: ISO 2739 (norma de metalurgia de polvos)
Efecto de reducción de peso: entre un 30 % y un 40 % más ligero que las estructuras tradicionales.
(6). Ejes especiales
· Ejes huecos
Selección de procesos:
Diámetro pequeño (<100 mm): Tubo estirado en frío + mecanizado (norma EN 10305-1)
Diámetro medio (100-300 mm): Fundición centrífuga (norma ISO 4957)
Diámetro grande (>300 mm): Estructura soldada (norma de soldadura ISO 5817)
• Ejes excéntricos
Dificultad de fabricación: Requisitos de equilibrio dinámico elevados
Proceso recomendado: Forjado + torneado excéntrico (norma de equilibrio ISO 1940-1)
Selección de materiales: ISO 683-1 42CrMo4
• Ejes flexibles
Proceso especial:
Bobinado de alambre de acero multicapa (norma ISO 2408 para cables de acero)
Material de acero inoxidable: ASTM A313 304SS
Radio de curvatura mínimo: ≥10×diámetro del eje

6. ¿Qué proceso de fabricación es el mejor para los ejes?
Los ejes forjados mantienen ventajas de rendimiento en aplicaciones críticas de sistemas de transmisión y son especialmente adecuados para aplicaciones de alta exigencia y alta fiabilidad.
Los ejes fundidos ofrecen ventajas económicas insustituibles en la producción de piezas estructurales grandes y complejas, y su rendimiento sigue mejorando gracias a los avances en la tecnología de los materiales.
La selección del proceso debe considerar exhaustivamente los parámetros dimensionales, las condiciones de carga, los requisitos de certificación y los factores de costo, estableciendo un modelo de análisis de costos del ciclo de vida completo.
7.SIMIS Capacidades de fabricación de ejes a medida del grupo
SIMIS El grupo se especializa en ofrecer soluciones de fabricación de ejes a medida para satisfacer las diversas necesidades globales. Nuestra experiencia abarca todo el espectro de estándares internacionales y tecnologías de fabricación avanzadas.
7.1 Experiencia en selección de materiales
Aceros al carbono/aleados: EN 10083, ASTM A322, serie JIS G4053
Aceros inoxidables: ISO 683-13, ASTM A564, EN 10088
Aleaciones especiales: a base de níquel (ISO 9723), titanio (AMS 4928)
Certificación de materiales: EN 10204 3.1/3.2 con trazabilidad completa.
7.2 Cartera de procesos flexibles
| Proceso | Margen de capacidad | Nivel de tolerancia | Normas internacionales |
| Forjado en frío | Ø5-80m | ISO 286 IT7-8 | ISO 4954, estruendo 7526 |
| Forjado en caliente | Ø50-1200mm | ISO 286 IT10-11 | ISO 4885, ASTM A788 |
| Moldeo en arena | Ø100-2500mm | ISO 8062 CT10-13 | ISO 3755, EN 10293 |
| Fundición de inversiones | Ø20-800mm | ISO 8062 CT6-8 | ASTM A732, EN 10295 |
| Fundición centrífuga | Ø150-1500mm | ISO 8062 CT8-10 | ISO 4957, ASTM A608 |
7.3 Fabricación de ejes especializados
Ejes estriados:
Conformado en frío (Ø<80 mm): conforme a DIN 5480/ISO 14
Mecanizado (Ø80-300 mm): AGMA 915-1 Clase 6-8
Acabado superficial: Ra 0.4-1.6 μm según ISO 1302
Husillos de precisión:
Tolerancia de rectificado: ±0.002 mm (ISO 286 h5)
Rectitud: 0.01 mm/m (ISO 1101)
Equilibrado dinámico: G0.4-G1.0 según ISO 1940-1
7.4 Servicios de valor agregado
Tratamiento térmico:
Recocido, normalizado, temple, revenido, tratamiento térmico, endurecimiento superficial...
Ingeniería de superficies:
Cromado duro (ISO 4520), Nitruración (AMS 2759/10)
Pruebas no destructivas:
UT (EN 10228-3), MT (ISO 4986), RT (ISO 5579)
Asamblea:
Brochado de chaveteros, ajuste de cojinetes, equilibrado dinámico

En la fabricación industrial, el rendimiento de los componentes de los ejes influye directamente en la fiabilidad y la vida útil de los equipos. Ya sea por la rentabilidad y la adaptabilidad de los ejes fundidos a estructuras complejas, o por la alta resistencia y durabilidad de los ejes forjados, elegir el proceso y los materiales adecuados es fundamental.
Como fabricante profesional de componentes de ejes, SIMIS El grupo cuenta con una amplia experiencia y conocimientos técnicos para proporcionar soluciones personalizadas adaptadas a sus necesidades específicas. Para componentes de ejes personalizados, ya sean fabricados con acero fundido or acero forjadoPóngase en contacto con nuestro equipo de ingeniería. Le brindaremos asistencia integral desde el diseño hasta la producción en masa, garantizando que nuestros productos cumplan con los requisitos de resistencia, precisión y durabilidad de su aplicación.