¿Qué es la forja en caliente?
El forjado en caliente, como proceso fundamental de fabricación de metales para componentes de alto rendimiento, desempeña un papel insustituible en sectores industriales críticos a nivel mundial. Esta guía técnica integral desarrolla sistemáticamente el forjado en caliente, abarcando su definición formal, principios básicos basados en las características de recristalización del metal, compatibilidad de materiales y requisitos de proceso correspondientes, pasos de proceso estandarizados, clasificación según la estructura del troquel y las características de deformación, ventajas clave en la fabricación de componentes críticos, aspectos esenciales del aseguramiento de la calidad y el control de procesos, defectos comunes y medidas preventivas/correctivas específicas, aplicaciones típicas en industrias como la industrial y la automotriz, así como un análisis comparativo con el forjado en caliente y el forjado en frío.

(Forjado en caliente con matriz abierta)
1. ¿Qué es el forjado en caliente?
De acuerdo con las normas internacionales de forja (incluidos los principios generales especificados en las normas ISO y ASTM) y la terminología industrial, la forja en caliente se define formalmente como el proceso de dar forma a piezas metálicas mediante la aplicación de fuerzas de compresión localizadas a temperaturas que superan la temperatura de recristalización del material. Este umbral de temperatura crítico no es fijo, sino que varía según el tipo de metal. Por ejemplo, la temperatura de forja en caliente para el acero suele oscilar entre 900 °C y 1250 °C (1652 °F y 2282 °F), mientras que las aleaciones de aluminio se someten a forja en caliente en un rango de temperatura de 380 °C a 500 °C (716 °F y 932 °F).
El principio fundamental del forjado en caliente reside en el aprovechamiento de las propiedades modificadas de los metales a altas temperaturas. Al calentar un metal por encima de su temperatura de recristalización, la movilidad de sus átomos aumenta considerablemente, reduciendo así su límite elástico y mejorando significativamente su ductilidad. Esta mayor ductilidad facilita la deformación del metal con una menor fuerza aplicada, permitiéndole fluir con suavidad hacia geometrías complejas dentro de los moldes de forjado. Fundamentalmente, el proceso de recristalización que se produce durante el forjado en caliente elimina el endurecimiento por deformación —un fenómeno frecuente en el forjado en frío— y refina la estructura granular del metal, dando como resultado componentes con propiedades mecánicas uniformes y mayor tenacidad.

(Forjado en caliente con matriz abierta)
2. ¿En qué se diferencian el forjado en caliente, el forjado en templado y el forjado en frío?
Es fundamental diferenciar el forjado en caliente de otras técnicas de forjado convencionales, como el forjado en frío (realizado a temperatura ambiente o cerca de ella, por debajo de la temperatura de recristalización) y el forjado en caliente (realizado a temperaturas intermedias entre el forjado en frío y el forjado en caliente). A diferencia del forjado en frío, que se basa en el endurecimiento por deformación para lograr resistencia, la ventaja en resistencia del forjado en caliente se deriva del refinamiento del grano y la eliminación de defectos internos.
Para seleccionar el proceso de forjado adecuado, en la siguiente tabla se comparan las características clave del forjado en caliente, el forjado en templado y el forjado en frío:
| Índice de comparación | Forjado en caliente | Forgin cálido | Forjado en frío |
| Rango de temperatura | Por encima de la temperatura de recristalización (por ejemplo, acero: 900 °C-1250 °C; aleación de aluminio: 380 °C-500 °C) | Entre la temperatura ambiente y la temperatura de recristalización (por ejemplo, acero: 400 °C-800 °C) | A temperatura ambiente o cercana a ella (≤50 °C) |
Conformabilidad | Excelente, capaz de dar forma a geometrías complejas y piezas de gran tamaño. | Bueno, mejor que el forjado en frío pero inferior al forjado en caliente. | Limitado, adecuado para formas simples o moderadamente complejas. |
Propiedades mecánicas | Resistencia superior, estructura granular uniforme, sin tensiones residuales (tras un enfriamiento adecuado). | Resistencia y tenacidad equilibradas, grano moderadamente refinado. | Alta resistencia y dureza debido al endurecimiento por deformación, pero tenacidad relativamente baja. |
Precisión dimensional | Moderado (tolerancia: ±0.1 mm-±0.5 mm), requiere mecanizado secundario para alta precisión. | Alta tolerancia (±0.05 mm-±0.2 mm), menor demanda de mecanizado secundario. | Se puede lograr una producción con forma casi final de muy alta precisión (tolerancia: ±0.01 mm-±0.1 mm). |
| Calidad de la superficie | En general, puede presentar incrustaciones de oxidación, lo que requiere un procesamiento posterior. | Buena, menor oxidación que el forjado en caliente, superficie lisa. | Excelente, sin oxidación, superficie brillante |
| Fuerza de deformación | Mínimo, reduciendo el desgaste del equipo | Medio, entre forjado en caliente y en frío. | Máximo, requiere equipos de forja de alto rendimiento. |
| Tasa de utilización de materiales | De media a alta, la generación de destellos varía según el tipo de chip. | Alto, menos destello que el forjado en caliente. | Máximo desperdicio de material |
| Escenarios de aplicación | Componentes de gran tamaño, piezas críticas sometidas a altas tensiones (por ejemplo, trenes de aterrizaje de aeronaves, cigüeñales, bridas de turbinas eólicas). | Componentes de precisión de tamaño mediano y pequeño (por ejemplo, engranajes para automóviles, elementos de fijación). | Piezas pequeñas de precisión (por ejemplo, tornillos, tuercas, engranajes pequeños, componentes electrónicos) |
| Costo de producción | Medio, teniendo en cuenta los costes de calefacción y postprocesamiento. | De nivel medio a alto, equilibrando la precisión y la complejidad del proceso. | Alta inversión inicial en equipos, pero bajo costo por unidad para la producción en masa. |
La tabla comparativa anterior ilustra claramente las diferencias entre los tres procesos de forjado. Para los profesionales de compras, la selección debe basarse en el tamaño, la complejidad, los requisitos de rendimiento, el volumen de producción y el presupuesto del producto. El forjado en caliente sigue siendo la opción preferida para componentes críticos que requieren alta tenacidad, geometrías complejas o grandes dimensiones, mientras que el forjado en frío es más adecuado para piezas pequeñas de alta precisión en la producción en masa. El forjado en caliente ofrece una solución equilibrada para aplicaciones que requieren tanto precisión moderada como buenas propiedades mecánicas.
(Forjado en frío)
3. ¿Cuáles son los pasos del proceso de forjado en caliente?
El proceso de forjado en caliente sigue una secuencia sistemática de pasos para garantizar la calidad del producto y la estabilidad del proceso, cumpliendo con los estándares internacionales de fabricación. Los pasos principales del proceso son los siguientes:
(1) Preparación de la materia prima:
Seleccione lingotes o palanquillas metálicas de alta calidad que cumplan con los requisitos de composición química y propiedades mecánicas del producto final. Las materias primas comunes incluyen acero al carbono, acero aleado y aleaciones de metales no ferrosos. Las palanquillas se cortan al peso y tamaño especificados para garantizar una deformación uniforme durante el forjado.
(2) Precalentamiento:
Coloque las materias primas preparadas en hornos de precalentamiento. La velocidad y la temperatura de calentamiento se controlan rigurosamente para evitar el sobrecalentamiento, el calentamiento insuficiente o una distribución desigual de la temperatura. El precalentamiento tiene como objetivo reducir el límite elástico del metal y mejorar su ductilidad, preparando así el terreno para la deformación posterior.
(3) Deformación por forjado:
Traslada la pieza precalentada a un equipo de forja (como prensas hidráulicas, prensas mecánicas o forjas de martillo) y aplica fuerzas de compresión localizadas para darle la forma deseada mediante matrices prediseñadas. El proceso de deformación debe completarse dentro del rango de temperatura óptimo para garantizar un flujo uniforme del metal y evitar grietas.
(4) Recorte y desbarbado:
Tras el forjado, elimine el exceso de material (rebabas) generado durante el proceso de deformación mediante matrices de recorte. Simultáneamente, elimine las rebabas y los bordes afilados para cumplir con los requisitos dimensionales iniciales del producto.
(5) Enfriamiento:
Enfríe la pieza forjada de manera uniforme según las características del material y los requisitos del producto. Los métodos de enfriamiento más comunes incluyen el enfriamiento por aire, el enfriamiento en horno y el enfriamiento por agua. Un enfriamiento adecuado previene la deformación, las tensiones residuales y la degradación de las propiedades del material causadas por cambios bruscos de temperatura.
(6) Procesamiento posterior:
Realizar el procesamiento posterior según sea necesario, incluyendo el tratamiento térmico (como el temple, el revenido o el recocido) para optimizar las propiedades mecánicas de la pieza; el mecanizado para lograr tolerancias dimensionales precisas y una calidad superficial óptima; y el tratamiento superficial (como el recubrimiento anticorrosión) para mejorar la vida útil del producto en entornos hostiles.
(7) Inspección de calidad:
Implementamos controles de calidad en múltiples etapas a lo largo de todo el proceso, incluyendo el análisis de la composición química de las materias primas, el monitoreo de la temperatura durante el calentamiento, la inspección dimensional después del forjado y ensayos no destructivos (como pruebas ultrasónicas y de partículas magnéticas) para detectar defectos internos y superficiales. Solo los productos que cumplen con los estándares de calidad salen de la fábrica.
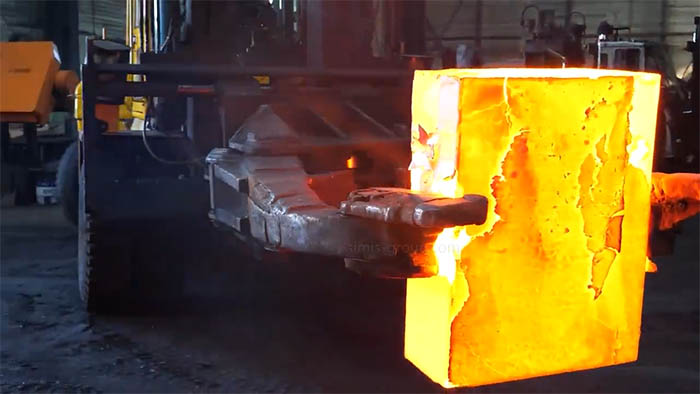
(Calentando el lingote)
4. ¿Cuáles son los diferentes tipos de procesos de forjado en caliente?
Según la estructura del molde y las características de deformación, el forjado en caliente se puede dividir en forjado abierto, forjado cerrado, extrusión y laminado de anillos. Cada tipo tiene sus propios escenarios de aplicación y ventajas técnicas. Las clasificaciones detalladas se muestran en la tabla a continuación:
| Tipo de forjado en caliente | Nombre alternativo | Características principales | Escenarios de aplicación |
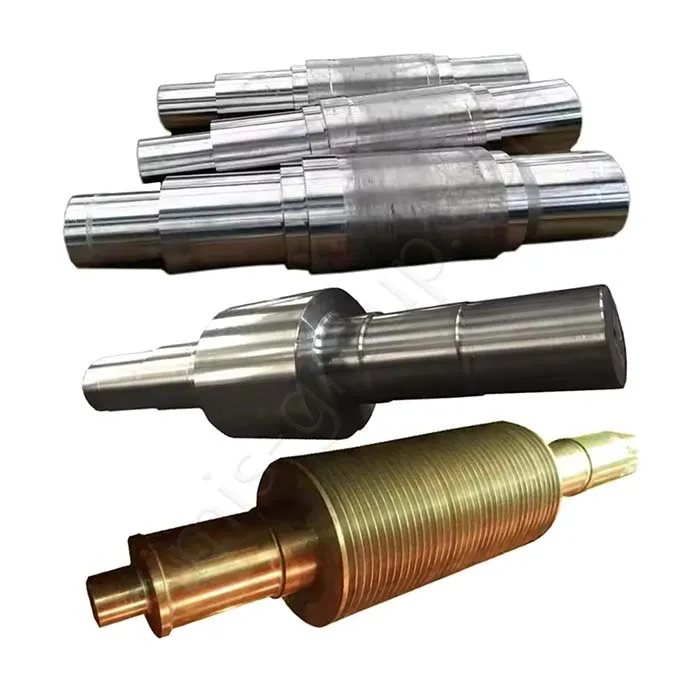
| Forjado en caliente con matriz abierta | Forja libre | Utiliza matrices sencillas o ninguna; el tocho se puede deformar libremente en múltiples direcciones; requiere poca complejidad en el diseño de la matriz. | Producción de piezas de gran tamaño y en lotes pequeños, como ejes grandes, bridas y forjas de lingotes, así como la personalización de componentes industriales a gran escala. |
| Forjado en caliente con matriz cerrada | Forja de estampación | Utiliza matrices con cavidades cerradas que coinciden con la forma del producto final; genera poca o ninguna rebaba durante la deformación; ofrece una alta precisión dimensional y una excelente calidad superficial. | Producción en serie de componentes de precisión de tamaño mediano y pequeño, como bielas para automóviles, cigüeñales, engranajes y elementos de fijación aeroespaciales. |
| Forjado en caliente mediante laminación de anillos | Forjado de anillos | Especializada para piezas anulares; la pieza precalentada gira entre un rodillo motriz y un mandril para expandirse gradualmente formando un anillo; flujo de grano uniforme a lo largo de la dirección anular. | Fabricación de piezas anulares como cojinetes, bridas y anillos para turbinas eólicas. |
| Extrusión y forjado en caliente | - | El lingote se coloca en un recipiente cerrado; se aplica presión para forzar al metal a fluir a través de un orificio de matriz de forma específica; alta tasa de utilización del material. | Fabricación de componentes de metales no ferrosos y aleaciones con secciones transversales complejas, como tuberías, perfiles y componentes huecos. |

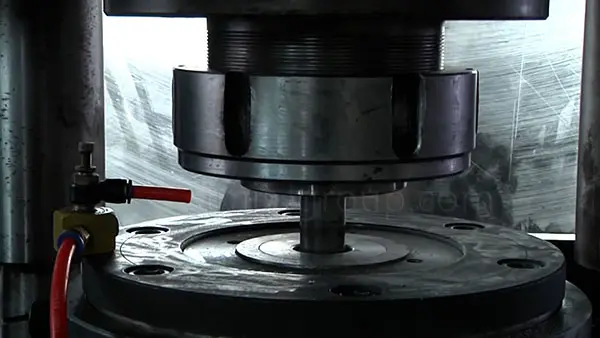
(Forjado en matriz cerrada)
5. ¿Qué materiales son adecuados para el forjado en caliente?
El forjado en caliente es adecuado para una variedad de metales y aleaciones, pero los parámetros del proceso y los requisitos técnicos varían significativamente según las propiedades del material, lo que afecta la calidad de las piezas forjadas. Los requisitos detallados para los materiales típicos de forjado en caliente son los siguientes:
| Tipo De Material | Rango óptimo de temperatura para forjado en caliente | Características clave del forjado | Problemas comunes y medidas de mitigación | Aplicaciones principales |
| Acero al Carbón | 900 ° C-1200 ° C | Buena ductilidad y conformabilidad; baja resistencia a la deformación; rentable. | Problema: Fácil descarburación durante el calentamiento. Medidas de mitigación: Controlar el tiempo de calentamiento y utilizar una atmósfera protectora; realizar un rectificado posterior al forjado. | Cigüeñales automotricesbielas, piezas de maquinaria en general |
| Aleación de acero | 850 °C-1250 °C (varía según la composición de la aleación) | Alta resistencia y tenacidad después del forjado; buena resistencia al desgaste; resistencia a la deformación relativamente alta. | Problema: Segregación de elementos de aleación que afecta la uniformidad. Medidas de mitigación: Adoptar un calentamiento uniforme; controlar la velocidad de deformación; realizar un tratamiento térmico después del forjado. | Componentes estructurales aeroespaciales, núcleos de válvulas de alta presión, ejes de engranajes |
| Acero Inoxidable | 1050 ° C-1200 ° C | Excelente resistencia a la corrosión; resistencia a altas temperaturas; conformabilidad relativamente baja. | Problema: Oxidación y agotamiento del cromo. Medidas de mitigación: Utilizar calentamiento por vacío o gas inerte; optimizar la velocidad de enfriamiento para evitar la corrosión intergranular. | Piezas para equipos químicos, componentes marinos, elementos de fijación de alta temperatura. |
| Aleación de aluminio | 380 ° C-500 ° C | Ligero; buena conductividad térmica; baja fuerza de deformación; rápida velocidad de enfriamiento. | Problema: Fácil oxidación y crecimiento de grano grueso. Medidas de mitigación: Controlar estrictamente la temperatura y el tiempo de calentamiento; utilizar un recubrimiento protector en la superficie del lingote. | Componentes ligeros aeroespaciales, llantas de aleación de aluminio para automóviles, piezas de intercambiadores de calor, Partes de la bicicleta, Horquilla de triple abrazadera |
| Aleación de titanio | 800 ° C-1050 ° C | Alta resistencia específica; excelente rendimiento a altas temperaturas; escasa conformabilidad. | Problema: Oxidación severa y absorción de oxígeno/nitrógeno a altas temperaturas. Medidas de mitigación: Utilizar un horno de calentamiento al vacío; forjar en atmósfera protectora; minimizar el tiempo de exposición a altas temperaturas. | Álabes de motores aeroespaciales, componentes de cohetes, dispositivos médicos |

(Piezas de aleación de aluminio forjadas en caliente)
6. ¿Por qué se prefiere el forjado en caliente para componentes críticos?
La adopción generalizada del forjado en caliente en aplicaciones industriales se atribuye a su conjunto distintivo de ventajas, que han sido validadas a través de décadas de práctica industrial y están alineadas con los estándares de calidad globales para componentes de alto rendimiento:
• Mayor capacidad de conformado para geometrías complejas:
El entorno de alta temperatura permite dar forma a los metales en configuraciones complejas que serían difíciles o inalcanzables mediante forjado en frío. Esta característica es particularmente ventajosa para forjas personalizadas, como cigüeñales, palas de turbina de aeronavey bridas industriales de gran tamaño.
·Propiedades mecánicas superiores:
El forjado en caliente refina la estructura granular del metal, generando una microestructura uniforme y densa con un flujo de grano continuo que se adapta a la forma del componente. Este proceso elimina defectos internos como la porosidad, la contracción y los huecos, mejorando significativamente la resistencia, la tenacidad y la resistencia a la fatiga del componente; atributos cruciales para piezas sometidas a altas tensiones, cargas pesadas o condiciones de funcionamiento extremas.
• Reducción de la fuerza de deformación y del desgaste del equipo:
La menor resistencia a la fluencia de los metales a temperaturas elevadas reduce la fuerza necesaria para su deformación. Esto no solo minimiza el desgaste de los equipos de forja (incluidas prensas y matrices), sino que también permite procesar piezas más grandes y gruesas, con pesos de hasta 170 toneladas métricas.
·Versatilidad de los materiales:
El forjado en caliente es compatible con una amplia gama de metales y aleaciones, incluyendo acero al carbono, acero aleado, acero inoxidable, cobre, aluminio, níquel y aleaciones de titanio. Esta versatilidad lo hace idóneo para satisfacer las diversas necesidades de industrias como la automotriz, la aeroespacial y la energética.
• Rentabilidad en la producción a gran escala y personalizada:
Para la producción en serie de componentes complejos, el forjado en caliente minimiza la necesidad de mecanizado secundario —especialmente en el forjado en caliente con matriz cerrada—, reduciendo así el desperdicio de material y los costes generales de producción. En el contexto del forjado a medida, ofrece flexibilidad para dar forma a diseños únicos sin comprometer el rendimiento, lo que supone una ventaja clave para aplicaciones industriales especializadas.

(Piezas de válvulas de aceite de acero aleado forjadas en caliente con matriz cerrada)
7. ¿Cuáles son los factores clave a considerar en el control de calidad de las piezas forjadas en caliente?
Si bien el forjado en caliente ofrece importantes ventajas, para obtener resultados consistentes y de alta calidad es necesario cumplir estrictamente con los protocolos de control de procesos y las normas internacionales. Entre las consideraciones clave se incluyen las siguientes:
• Control preciso de la temperatura:
Es fundamental mantener el metal dentro del rango óptimo de temperatura para el forjado en caliente. El sobrecalentamiento puede degradar las propiedades del metal (por ejemplo, provocando el crecimiento del grano), mientras que el calentamiento insuficiente puede resultar en una ductilidad reducida y una mayor fuerza de deformación. Las modernas instalaciones de forjado en caliente emplean sistemas de monitorización infrarroja en tiempo real para controlar la temperatura con una tolerancia de ±5 °C.
·Diseño y mantenimiento de matrices:
Los troqueles desempeñan un papel crucial en el conformado de la pieza forjada. Los troqueles de alta calidad, generalmente fabricados con aleaciones resistentes al calor, deben precalentarse adecuadamente (normalmente a 300 °C) para evitar el choque térmico y garantizar un flujo uniforme del metal. El mantenimiento regular y la aplicación de recubrimientos avanzados (por ejemplo, nanorrevestimientos) contribuyen a reducir la fricción y prolongar la vida útil del troquel.
·Control de la atmósfera:
El calentamiento de metales a altas temperaturas puede provocar oxidación y formación de cascarilla, lo que puede afectar negativamente la calidad superficial de la pieza forjada. Para mitigar estos problemas, algunos procesos de forjado en caliente utilizan atmósferas protectoras (por ejemplo, gases inertes) o tecnologías de calentamiento avanzadas.
·Enfriamiento y posprocesamiento:
Tras el forjado, los componentes deben someterse a un enfriamiento uniforme para evitar deformaciones o tensiones residuales. Según los requisitos específicos de la aplicación, pueden ser necesarios pasos de postprocesamiento (por ejemplo, tratamiento térmico, mecanizado o acabado superficial) para lograr las tolerancias dimensionales finales y los estándares de calidad superficial.
8. ¿Cuáles son los defectos comunes en las piezas forjadas en caliente?
A pesar del estricto control del proceso, los componentes forjados en caliente pueden presentar defectos debido a factores como la calidad de la materia prima, las desviaciones en los parámetros del proceso y los problemas de diseño del troquel. La identificación oportuna de los defectos comunes y la implementación de medidas preventivas y correctivas específicas son fundamentales para garantizar la calidad del producto. A continuación, se detallan los aspectos más relevantes:

(Aparecieron grietas en las piezas forjadas)
| Tipo de defecto | Causas | Medidas de prevención | Medidas correctivas para grietas |
| Grietas | 1. Calentamiento desigual o sobrecalentamiento/calentamiento insuficiente del lingote; | 1. Optimizar la curva de calentamiento para asegurar una temperatura uniforme; | 1. Grietas pequeñas: Lijar y reparar, luego volver a inspeccionar; |
| Plegable | 1. Diseño de matriz inadecuado que provoca un flujo de metal desigual; | 1. Optimizar el diseño de la cavidad del troquel para guiar un flujo uniforme del metal; | 1. Pliegue menor: Lijar para eliminar la parte plegada; |
| Contracción y huecos | 1. Deformación insuficiente durante el forjado que da lugar a un llenado incompleto del metal; | 1. Asegurar una relación de forjado suficiente para mejorar la densidad del metal; | 1. Pequeñas contracciones/huecos: Reparación mediante soldadura (para piezas no críticas) o reforja; |
| Engrosamiento del grano | 1. Sobrecalentamiento del lingote o exposición prolongada a altas temperaturas; | 1. Controlar estrictamente la temperatura y el tiempo de calentamiento; | Aplique un tratamiento térmico posterior (por ejemplo, normalización, recocido) para refinar el grano; si el crecimiento del grano es severo, puede ser necesario volver a forjarlo. |
| Incrustaciones de óxido y descarburación | 1. Calentamiento en atmósfera de aire que conduce a la oxidación; | 1. Utilice calefacción en atmósfera protectora o calefacción al vacío; | Elimine la capa de óxido mediante granallado o rectificado; repare la capa descarburizada mediante mecanizado (asegúrese de que el material restante cumpla con los requisitos de espesor). |
China Simis El Grupo y su filial Shanxi KSN Precision Forging Technology Development Co., Ltd. han establecido un sistema integral de control de defectos. Mediante la integración de equipos avanzados de ensayos no destructivos (como la inspección láser 3D y las pruebas ultrasónicas) y una estricta supervisión de los procesos, la empresa reduce eficazmente los índices de defectos y garantiza la entrega de componentes forjados en caliente de alta calidad a clientes de todo el mundo.
9. ¿En qué industrias se pueden aplicar las piezas producidas mediante forjado en caliente?
La combinación de resistencia, conformabilidad y versatilidad inherentes al forjado en caliente lo hacen indispensable en industrias donde la falla de los componentes es intolerable. Las principales aplicaciones son las siguientes:
·Aeroespacial:
Fabricación de componentes críticos como trenes de aterrizaje de aeronaves, discos de turbinas de motores, álabes y accesorios estructurales: piezas que deben soportar temperaturas, presiones y fatiga extremas.
·Automotor:
Fabricación de componentes sometidos a altas tensiones, incluidos cigüeñales, bielas, engranajes, ejes de husillo y partes de suspensiónLos componentes automotrices forjados en caliente garantizan fiabilidad y seguridad bajo cargas y vibraciones sostenidas.
·Energía y petróleo/gas:
Producción de componentes a gran escala, como bridas para turbinas eólicas, anillo de cojinete de girotuberías de perforación petrolífera, recipientes a presión de centrales eléctricas y componentes de turbinas, todos los cuales requieren una resistencia excepcional a entornos operativos adversos.
• Maquinaria pesada y construcción:
Forjado de cucharones de excavadora, ganchos de grúacomponentes de excavadoras y otras piezas de alta resistencia que deben soportar cargas estáticas y de alto impacto.
·Marina:
Fabricación de hélices, ejes y componentes del casco de barcos, diseñados para resistir la corrosión y la fatiga en entornos marinos.

(Biela de automoción forjada en matriz cerrada)
10. Fabricante chino recomendado de forja en caliente
Para profesionales de compras globales y compradores industriales que buscan socios confiables para forja en caliente, China Simis El grupo es una opción confiable entre los fabricantes chinos de forja. Con años de experiencia en la industria de la fundición y la forja, el grupo se ha ganado una excelente reputación por ofrecer productos y servicios de forja en caliente de alta calidad a clientes de todo el mundo. Su filial principal, Shanxi KSN Precision Forging Technology Development Co., Ltd., es la responsable principal del negocio de forja en caliente del grupo, y cuenta con tecnología de producción avanzada, estrictos procesos de control de calidad y capacidad de personalización flexible para satisfacer las diversas necesidades de las distintas industrias.

Shanxi KSN tiene una amplia experiencia en diversos procesos de forjado, siendo el forjado en caliente su actividad principal, abarcando forjado en matriz abierta, forjado en matriz cerrada, laminado de anillos y otros tipos, proporcionando forja de acero y servicios de forjado de aleación de aluminioLa empresa cuenta con una base de producción completa, equipada con sistemas de calefacción estándar, prensas de forja profesionales (de hasta 5000 toneladas) y equipos completos de inspección de calidad, como sistemas de pruebas ultrasónicas, que garantizan eficazmente la estabilidad y fiabilidad de la calidad del producto. China Simis El grupo es capaz de llevar a cabo tanto proyectos de forja en caliente personalizados de lotes pequeños como pedidos de producción en masa de gran volumen. Puede procesar una variedad de materiales comunes, incluidos acero al carbono, acero aleado, acero inoxidable y aleaciones no ferrosas. La empresa cumple estrictamente con estándares internacionales como ISO 9001 e IATF 16949, y ha suministrado durante mucho tiempo productos de forja en caliente a industrias como la automotriz, aeroespacial, energética y de maquinaria pesada. Se centra en equilibrar el rendimiento del producto, el control de costos y la entrega a tiempo. Elegir China Simis Agruparnos significa cooperar con un fabricante chino fiable que cuenta con una sólida capacidad técnica, una gestión de calidad estandarizada y una amplia gama de servicios.