
Fabbrica cinese di forgiatura di precisione a stampo chiuso
Stabilimento di forgiatura a stampo chiuso per la produzione su misura.
SIMIS Presentazione della fabbrica di forgiatura a stampo chiuso
SIMIS Stabilimento di forgiatura a stampo chiuso specializzato nella produzione di pezzi forgiati di alta precisione. L'impianto integra progettazione e produzione di stampi, riscaldamento di billette, forgiatura a stampo chiuso, trattamento termico, lavorazione meccanica e controllo qualità, ed è in grado di produrre vari pezzi forgiati in acciaio al carbonio, acciaio legato, acciaio inossidabile e leghe di alluminio.
Grazie a linee di forgiatura avanzate, un centro interno di produzione di stampi e una rigorosa gestione della qualità, SIMIS Fornisce componenti forgiati ad alte prestazioni per settori quali l'automotive, le macchine edili, le ferrovie, l'energia, l'idraulica e l'aerospaziale.
Principali attrezzature per la forgiatura: Presse per forgiatura a stampo chiuso da 1,600T, 2,500T e 4,000T
Presse ausiliarie: Presse a frizione da 400T e 630T; pressa idraulica per forgiatura a caldo da 630T
Apparecchiature di riscaldamento: Forno a induzione a media frequenza (controllo della temperatura ±10 °C)
Attrezzature per la produzione di stampi: Centri di lavoro CNC, taglio a filo, macchine EDM a bassa velocità di avanzamento
Intervallo di peso di forgiatura: 0.2 kg - 25 kg
Dimensioni massime di forgiatura: 0.6 mx 0.4 mx 0.2 m
Grado di tolleranza dimensionale: Grado IT12 - IT14
Elevata precisione dimensionale: tolleranza fino a ±0.3 mm
Elevato utilizzo del materiale: 80% -90%








Componenti OEM personalizzati forgiati a stampo chiuso








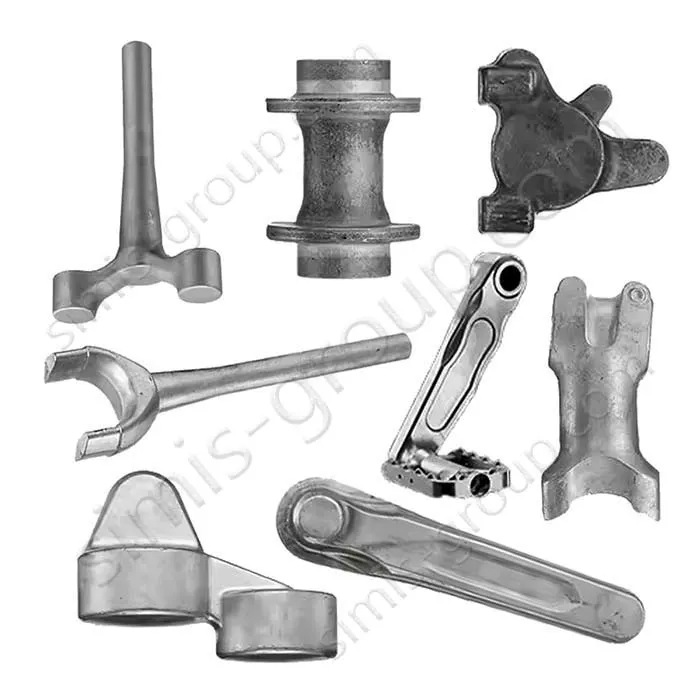











Processo di forgiatura a stampo chiuso per componenti metallici personalizzati
Panoramica del processo di forgiatura a stampo chiuso
La forgiatura a stampo chiuso (o forgiatura a caduta) è un processo che prevede il posizionamento di billette di metallo riscaldate all'interno di uno stampo di forma predefinita, applicando poi un'elevata pressione o forzando la forgiatura per conferirgli la forma desiderata. Questo metodo consente di produrre con precisione componenti metallici di forme complesse. I pezzi forgiati a stampo sono ampiamente utilizzati nei settori automobilistico, aerospaziale, energetico e in altri settori industriali per la produzione di componenti importanti come ingranaggi, alberi, flange, ecc.
1. Preparare le materie prime
Selezionare la lamiera metallica appropriata (ad esempio acciaio al carbonio, acciaio legato, acciaio inossidabile, lega di alluminio, lega di titanio, ecc.) in base ai requisiti di utilizzo dei componenti e tagliare la lamiera nella dimensione appropriata in base al progetto dei componenti.
2. Riscaldare il pezzo di metallo
Riscaldare il pezzo metallico grezzo alla temperatura di forgiatura appropriata mediante un forno ad alta temperatura.
3. Inserire il composto nello stampo e applicare pressione
Il grezzo metallico riscaldato viene inviato all'attrezzatura a stampo chiuso (macchina per forgiatura idraulica o martello per forgiatura meccanico),
La pressa per forgiatura applica una forte pressione o forza d'impatto allo stampo per comprimere il pezzo metallico e conferirgli la forma desiderata.
4. Flusso e formatura dei metalli
Quando viene applicata pressione, il metallo fluisce in ogni angolo dello stampo e si deforma plasticamente assumendone la forma. L'intero processo può richiedere molteplici pressioni o forgiature fino a quando il metallo non riempie completamente lo stampo e non assume la forma e le dimensioni desiderate.
5. Raffreddamento e solidificazione
Dopo la forgiatura, il pezzo forgiato viene rimosso dallo stampo e inizia a raffreddarsi.
Durante il processo di raffreddamento, la struttura granulare del metallo si solidifica gradualmente, fino a raggiungere le proprietà meccaniche desiderate.
6. Trattamento termico
A seconda del materiale e dei requisiti del pezzo, i pezzi forgiati potrebbero dover essere sottoposti a trattamento termico (ricottura, tempra, rinvenimento...) per migliorarne le proprietà meccaniche ed eliminare le tensioni interne.
7. Sbavatura e post-elaborazione
Dopo il raffreddamento, i pezzi forgiati potrebbero necessitare di lavorazioni meccaniche, sbavature, lucidatura e altri processi per migliorarne ulteriormente la precisione e la qualità superficiale.
8. Ispezione di qualità
La misurazione completa viene effettuata mediante ispezione della qualità superficiale, ispezione dimensionale, test delle proprietà meccaniche e altri metodi di controllo qualità per garantire che i pezzi forgiati soddisfino i requisiti dei disegni di progetto.




Materiali disponibili per applicazioni di forgiatura a stampo chiuso
Quali parti metalliche possono essere forgiate in Simis Stabilimento di forgiatura chiuso?
Il metodo di forgiatura a stampo chiuso consente la produzione di geometrie complesse con elevata precisione e forma quasi definitiva, garantendo proprietà meccaniche superiori, tra cui maggiore resistenza, resistenza alla fatica e flusso di grano controllato. Simis La fabbrica di forgiatura di precisione a circuito chiuso è in grado di forgiare componenti in acciaio al carbonio, acciaio basso legato, acciaio inossidabile, acciaio alto legato e leghe di alluminio, risultando particolarmente adatta alla produzione di volumi medio-alti di componenti strutturali, portanti o sottoposti a forti sollecitazioni.
| Categoria materiale | Perché è adatto alla forgiatura a stampo chiuso | Simis Fabbrica di forgiatura di precisione a stampo chiuso - Applicazioni tipiche | Simis Fabbrica di forgiatura di precisione a stampo chiuso - Gradi comuni |
| Acciaio al carbonio | Buona deformabilità a caldo e convenienza economica. La forgiatura a stampo chiuso affina la struttura granulare, aumenta la resistenza e produce componenti quasi a forma definitiva, riducendo le lavorazioni meccaniche. | Alberi, ingranaggi, alberi a gomiti, bielle, grandi componenti strutturali | AISI 1045, 1050, 1060; EN C45, C50 |
| Acciaio inossidabile | Gli acciai inossidabili austenitici e a indurimento per precipitazione possono essere forgiati in stampo chiuso per ottenere elevata resistenza, resistenza alla corrosione e tenacità. Il controllo della temperatura e della velocità di deformazione è fondamentale per evitare la formazione di cricche. | Componenti per pompe e valvole, apparecchiature per l'industria chimica e alimentare, alberi strutturali | AISI 304, 316, 17-4PH; EN 1.4301, 1.4404, 1.4542 |
| Acciaio a bassa lega | Gli elementi di lega aumentano la temprabilità, la resistenza all'usura e la tenacità. La forgiatura a stampo chiuso consente la produzione in grandi volumi di componenti portanti con proprietà meccaniche controllate. | Componenti automobilistici, flange, parti di macchinari pesanti, componenti per recipienti a pressione | AISI 4140, 4340; EN19, 42CrMo4 |
| Acciaio altolegato | Gli acciai ad alta resistenza o resistenti al calore possono essere forgiati fino a raggiungere una forma quasi definitiva per i componenti critici esposti a sollecitazioni o temperature elevate. | Dischi di turbine, alberi aerospaziali, componenti meccanici ad alte prestazioni | AISI 4145, 4340 modificato, Inconel 718 |
| Leghe di alluminio | Le leghe di alluminio hanno una bassa temperatura di fusione e un'eccellente formabilità a caldo, caratteristiche che le rendono adatte alla forgiatura a stampo chiuso. Questo processo migliora la struttura granulare, la resistenza e la finitura superficiale, consentendo di ottenere componenti leggeri e ad alte prestazioni. | Componenti strutturali aerospaziali, componenti leggeri per autoveicoli, alloggiamenti, staffe | AL 7075, 2024, 6061, 6082 |
















