
Fabbrica cinese di forgiatura a stampo aperto
Stabilimento di forgiatura a stampo aperto per la produzione personalizzata OEM.
Simis Introduzione alla fabbrica di forgiatura a stampo aperto
SIMIS Stabilimento specializzato nella forgiatura a stampo aperto di medie e grandi dimensioni (forgiatura libera). L'impianto integra riscaldamento, forgiatura libera, trattamento termico, sgrossatura e controllo qualità, ed è in grado di produrre un'ampia gamma di forgiati in acciaio al carbonio, acciaio legato, acciaio inossidabile e metalli non ferrosi.SIMIS Fornisce componenti forgiati ad alta resistenza, tenacità e affidabilità per settori quali macchinari edili, petrolchimico, minerario, energia eolica, metallurgico, navale e ferroviario.
Pressa principale per forgiatura: Presse idrauliche a stampo aperto per forgiatura da 4,000 e 6,000 tonnellate (con manipolatore)
Presse ausiliarie: Presse idrauliche da 1,000 e 1,600 tonnellate
Apparecchiature di riscaldamento: Forno a gas (carica massima 15 tonnellate), Forno elettrico a resistenza: (controllo della temperatura ±5°C)
Forni per Trattamenti Termici: Forni di normalizzazione, ricottura e tempra: (lunghezza ≤ 6 m)
Gru Capacità di sollevamento massima: 25 tonnellate
Intervallo di peso di forgiatura: 50 kg - 8,000 kg
Dimensioni massime Diametro: ≤ 1.2 m, Lunghezza ≤ 6.0 m





Componenti OEM personalizzati forgiati a stampo aperto







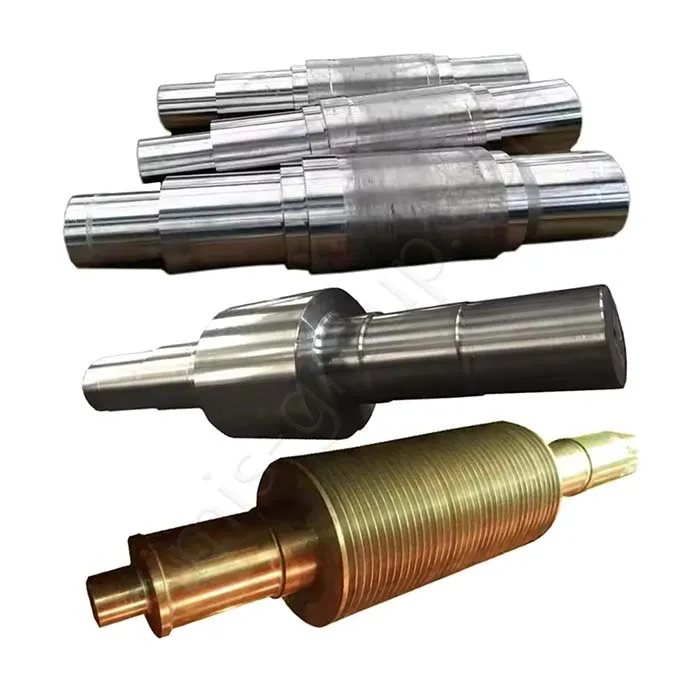




Processo di forgiatura a stampo aperto per componenti metallici personalizzati
Panoramica del processo di forgiatura a stampo aperto:
La forgiatura a stampo aperto è un processo di lavorazione dei metalli in cui i lingotti di metallo riscaldati vengono modellati mediante ripetuti colpi di martello o pressione, senza essere completamente confinati all'interno di uno stampo. Il processo di forgiatura a stampo aperto consente una maggiore flessibilità nella forgiatura di pezzi di grandi dimensioni o personalizzati, migliorando al contempo le proprietà meccaniche del metallo.
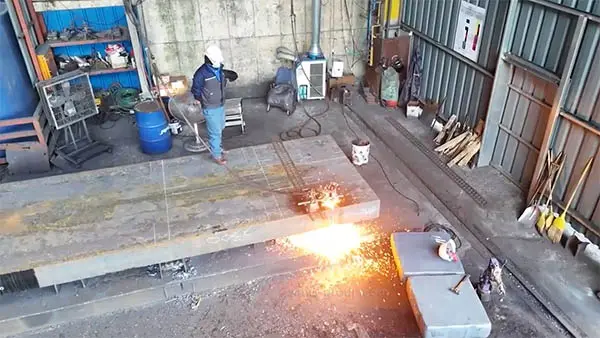
1. Selezione e preparazione del materiale
Selezionare il materiale metallico appropriato in base alle proprietà meccaniche richieste per il componente, tagliarlo in lingotti delle dimensioni o del peso specificati e rimuovere da essi eventuali contaminanti, ruggine o strati di ossido.
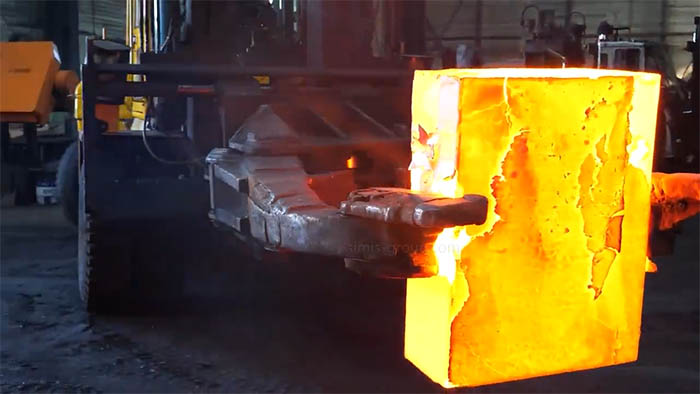
2. Riscaldamento del billetta
Il lingotto metallico viene riscaldato uniformemente a una temperatura specifica in un forno per aumentarne la plasticità di deformazione.
3. Operazione di forgiatura
Il lingotto metallico riscaldato viene posizionato su uno stampo piatto o leggermente sagomato e deformato mediante colpi controllati di un martello o di una pressa. La forma del pezzo viene forgiata attraverso operazioni quali ricalcatura, stiramento (allungamento), piegatura, punzonatura, torsione e appiattimento (il pezzo non è vincolato nella direzione trasversale e può essere formato in modo flessibile).
• Ricalcatura: utilizzata per accorciare la lunghezza del grezzo, aumentare l'area della sezione trasversale, avvicinarlo alla forma finale e migliorare l'organizzazione del materiale.
• Trafilatura: Aumento della lunghezza del grezzo e riduzione della sezione trasversale, utilizzata principalmente nella produzione di alberi e aste.
• Punzonatura: Aumenta la lunghezza del grezzo e riduce la sezione trasversale, utilizzata principalmente nella produzione di alberi e aste.
• Punzonatura: Utilizzare un punzone per applicare pressione sul pezzo grezzo e formare un foro, utilizzato per realizzare parti anulari o perforate.
• Alesatura: Espandere il pezzo dopo la punzonatura per ottenere un diametro interno maggiore e uno spessore uniforme della parete.
• Piegatura: piegare il pezzo grezzo nella forma desiderata, adatta alla produzione di parti a uncino, a gomito e di altro tipo.
• Torsione: Ruotare il pezzo grezzo attorno all'asse con un certo angolo, adatto per pezzi che richiedono una specifica forma ritorta.
4. Raffreddamento
I pezzi forgiati vengono raffreddati gradualmente per ridurre al minimo le tensioni interne e prevenire le crepe.
Alcuni componenti forgiati possono essere trasferiti direttamente alla fase di trattamento termico per migliorarne le prestazioni.
5. Trattamento termico
I pezzi forgiati vengono sottoposti a trattamento termico mediante normalizzazione, ricottura, tempra e rinvenimento per migliorarne le proprietà meccaniche, rilasciare le tensioni interne e affinare la struttura granulare.
6. Ispezione di qualità
Ispezionare e correggere rigorosamente le dimensioni, la forma e le prestazioni dei pezzi forgiati per garantire che i prodotti soddisfino i requisiti di progettazione.
7. Rifinitura e lavorazione finale
Il trattamento superficiale e la successiva lavorazione dei pezzi forgiati vengono eseguiti secondo le esigenze del cliente.
8. Ispezione di qualità
La misurazione completa viene effettuata mediante ispezione della qualità superficiale, ispezione dimensionale, test delle proprietà meccaniche e altri metodi di controllo qualità per garantire che i pezzi forgiati soddisfino i requisiti dei disegni di progetto.



Materiali disponibili per applicazioni di forgiatura a stampo aperto
Quali parti metalliche possono essere forgiate in Simis Stabilimento di forgiatura a stampo aperto?
La forgiatura a stampo aperto è particolarmente adatta alla produzione di componenti di grandi dimensioni, ad alta resistenza e strutturalmente critici, con eccellenti proprietà meccaniche, tra cui isotropia, tenacità all'impatto e resistenza alla fatica. Le nostre capacità di forgiatura a stampo aperto riguardano principalmente acciai inossidabili, acciai al carbonio e acciai legati. Il processo di forgiatura a stampo aperto consente un controllo preciso del flusso dei grani, rendendolo ideale per componenti soggetti a elevate sollecitazioni.
| Categoria materiale | Perché è adatto alla forgiatura a stampo aperto | Simis Applicazioni tipiche degli impianti di forgiatura a stampo aperto | Simis Fabbrica di forgiatura a stampo aperto Gradi comuni |
| Acciaio al carbonio | Buona deformabilità a caldo e convenienza economica. La forgiatura a stampo aperto affina la struttura granulare, aumenta la resistenza e la tenacità e riduce i difetti interni. | Alberi, assi, ingranaggi di grandi dimensioni, componenti strutturali | AISI 1045, 1050, 1060; EN C45, C50 |
| Acciaio inossidabile | Gli acciai inossidabili austenitici e a indurimento per precipitazione possono essere forgiati a stampo aperto per migliorarne la tenacità, la duttilità e la resistenza alla corrosione. Un attento controllo della temperatura previene la formazione di cricche e mantiene le prestazioni di resistenza alla corrosione. | Apparecchiature per la lavorazione di prodotti chimici e alimentari, alberi ad alte prestazioni, componenti per valvole, corpi pompa | AISI 304, 316, 17-4PH; EN 1.4301, 1.4404, 1.4542 |
| Acciaio a bassa lega | Gli elementi di lega migliorano la temprabilità, la resistenza e la resistenza all'usura. La forgiatura a stampo aperto produce componenti strutturali o portanti di grandi dimensioni con eccellente tenacità. | Ganci per gru, componenti per recipienti a pressione, bielle, flange | AISI 4140, 4340; EN19, 42CrMo4 |
| Acciaio altolegato | Alcuni acciai resistenti al calore o ad alta resistenza possono essere forgiati per la produzione di componenti soggetti ad alte temperature e sollecitazioni, a condizione che sia garantito un controllo preciso del processo. | Dischi di turbine, alberi aerospaziali, componenti meccanici ad alte prestazioni | AISI 4145, 4340 modificato, Inconel 718 |
















