
Fonderia cinese specializzata in fusioni personalizzate in lega di rame
Capacità produttive della fonderia di fusione del rame

Fusione di sabbia di rame
La fusione in sabbia di leghe di rame prevede il versamento di lega di rame liquida (come ottone, bronzo, ottone ad alta resistenza, ecc.) in uno stampo di sabbia per formare la forma. Ha costi di stampaggio ridotti, elevata flessibilità produttiva, ed è adatto per Produzione in lotti medio-bassi di componenti in lega di rame di varie dimensioni.
Intervallo di peso di fusione: 0.5 kg - 1,000 kg
Dimensioni massime: Fino a 2 m
Grado di tolleranza dimensionale: Grado da CT10 a CT13
Rugosità superficiale (Ra): Ra da 25.0 a 50.0 μm
Spessore minimo della parete: 6 mm a 10 mm

Pressofusione di rame
La pressofusione di leghe di rame prevede l'iniezione rapida di lega di rame liquida (principalmente ottone) in uno stampo d'acciaio ad alta pressione per solidificarla e formare un solido. Efficienza produttiva estremamente elevata, eccellente precisione dimensionale e finitura superficiale eccellente., rendendolo adatto alla produzione di massa di piccole e complesse fusioni di rame con elevati requisiti estetici.
Intervallo di peso di fusione: 0.02 kg - 1 kg
Dimensioni massime: 0.25 mx 0.15 mx 0.1 m
Grado di tolleranza dimensionale: Grado da CT5 a CT7
Rugosità superficiale (Ra): Ra da 0.8 a 3.2 μm

Fusione per gravità del rame
leghe di rame gLa fusione in stampo permanente Ravity utilizza la gravità per versare leghe di rame liquide in uno stampo metallico riutilizzabile (stampo rigido) per la solidificazione. Questo metodo offre un lunga durata dello stampo e bassa porosità internaÈ adatto alla produzione di massa di Fusioni di rame di medie dimensioni che richiedono elevata tenuta all'aria, resistenza alla pressione e qualità estetica..
Intervallo di peso di fusione: 0.5 kg - 30 kg
Dimensione massima: 0.6 mx 0.4 mx 0.3 m
Grado di tolleranza dimensionale: Grado da CT8 a CT10
Rugosità superficiale (Ra): Ra da 6.3 a 12.5 μm

Fusione in stampo a guscio di rame
La fusione a guscio in lega di rame prevede il versamento di lega di rame liquida in uno stampo a guscio sottile realizzato in sabbia rivestita di resina. Offre Precisione dimensionale e finitura superficiale superiori rispetto alla tradizionale fusione in sabbia, ed è adatto per Componenti complessi in lega di rame che richiedono una minore sovrametallizzazione, un bell'aspetto e una produzione in volumi medio-grandi..
Intervallo di peso di fusione: 0.1 kg - 50 kg
Dimensioni massime: 0.8 mx 0.6 mx 0.4 m
Grado di tolleranza dimensionale: Grado da CT7 a CT9
Rugosità superficiale (Ra): Ra da 6.3 a 12.5 μm
Spessore minimo della parete: 3 mm a 6 mm

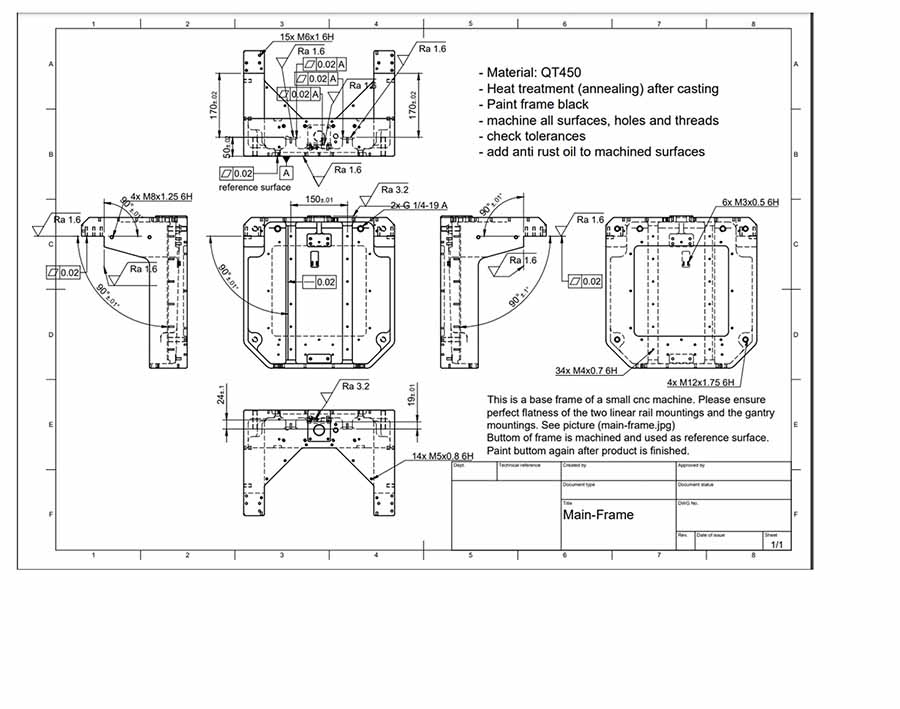
lavorazione a macchina
La lavorazione meccanica viene utilizzata per eliminare i difetti di fusione nelle leghe di rame, ottenere accoppiamenti di alta precisione e produrre finiture superficiali eccellenti. SIMIS Copper Foundry possiede solide capacità di lavorazione meccanica, garantendo che la planarità, la coassialità, la precisione della filettatura e la finitura della superficie di tenuta soddisfino i rigorosi requisiti dei clienti nella lavorazione di fusioni complesse.
Tolleranza di lavorazione: Grado da IT7 a IT5
Finitura superficiale (Ra): Ra da 3.2 a 0.4 μm
Corsa massima di lavorazione: X 1000 mm / Y 600 mm
Precisione del thread: Grado fino a 6H/6g

Trattamento della superficie
Il trattamento superficiale viene utilizzato per aumentare il valore commerciale dei componenti in lega di rame, migliorarne la funzionalità, abbellirne l'aspetto e prevenire l'ossidazione e lo scolorimento. SIMIS Copper Foundry offre una varietà di processi di trattamento superficiale per soddisfare i rigorosi requisiti dei clienti in termini di estetica e durata delle fusioni in rame.
Sabbiatura/Pallinatura: Pulizia della fusione; superficie opaca.
Lucidatura/Rettifica meccanica: Finitura estetica; base placcata.
Galvanostegia (nichel/cromo): Massima resistenza all'usura; elevata resistenza alla corrosione.
Passivazione chimica: Antiossidante; preserva il colore naturale.
Rivestimento/Annerimento: Protezione del colore; effetti estetici speciali.
Componenti in rame fuso su misura OEM realizzati da Copper Foundry









Materiali in rame fuso per applicazioni di fusione personalizzate



Fusione di ottone
L'ottone è una lega di rame e zinco. Resiste molto bene alla ruggine, offre una buona resistenza meccanica, un piacevole aspetto dorato e si fonde facilmente. È anche facile da lavorare e ha un costo contenuto. Queste caratteristiche rendono l'ottone un materiale adatto per la realizzazione di numerosi componenti, sia decorativi che funzionali.
Fusioni in ottone da Simis Fonderia di rame:
Accessori e componenti per uso nautico;
Valvole, pompe e componenti idraulici;
Maniglie e accessori per porte di edifici;
Strumenti musicali;
Connettori elettrici;
Opere d'arte decorative.
Simis può fondere tipi di ottone:
Ottoni a basso contenuto di zinco (ottone rosso, zinco < 15%): Valvole e raccordi idraulici, componenti per pompe e accessori nautici resistenti alla ruggine.
Ottoni ad alto contenuto di zinco (ottone giallo, zinco 15-40%): Ferramenta in generale, articoli decorativi e complementi d'arredo architettonico.
Ottoni Piombati: Componenti prodotti in grandi volumi che richiedono una lavorazione di precisione, come valvole e raccordi.
Ottoni al silicio: Componenti che devono resistere alla pressione, accessori per l'industria nautica e applicazioni che richiedono elevata resistenza e resistenza alla ruggine.
Fusione in bronzo all'alluminio
Il bronzo all'alluminio è una lega composta principalmente da rame e alluminio. Offre elevata resistenza, efficace resistenza all'usura e buona resistenza alla corrosione. Utilizziamo trattamenti termici per ottimizzare l'equilibrio tra resistenza e tenacità in base alle specifiche esigenze applicative.
Fusioni in bronzo all'alluminio da Simis Fonderia di rame:
Cuscinetti e boccole per impieghi gravosi;
Componenti degli ingranaggi e ruote a vite senza fine;
Steli e sedi delle valvole;
Giranti e carter delle pompe;
Componenti e accessori per eliche in ambito nautico;
Apparecchiature per la lavorazione di prodotti chimici;
Componenti per macchine minerarie.
Simis è possibile fondere tipi di bronzo all'alluminio:
Bronzi monofase (Al < 8%): Apparecchiature per processi chimici, sistemi di tubazioni per acqua di mare e componenti che necessitano di una buona trasformazione di forma.
Bronzi duplex (Al 8-11%): Componenti robusti per uso generale come cuscinetti, ingranaggi, componenti per valvole e accessori per applicazioni nautiche.
Bronzi complessi (con aggiunta di Ni, Fe, Mn): Lavori impegnativi nell'industria chimica, nel settore marittimo e in ambienti ad alta temperatura.
Fusione in bronzo di stagno
Il bronzo allo stagno è una lega tradizionale composta da rame e stagno. Presenta un'elevata resistenza all'usura e una buona resistenza alla corrosione. Ciò lo rende adatto ad applicazioni con carichi elevati e basse velocità, nonché alle esigenze industriali generali.
Fusioni in bronzo di stagno da Simis Fonderia di rame:
Boccole, cuscinetti e rondelle reggispinta;
Ingranaggi e ruote elicoidali;
Componenti per valvole e componenti per pompe;
Componenti nautici e accessori per eliche;
Elementi architettonici;
Contatti elettrici.
Simis è possibile fondere tipi di bronzo allo stagno:
Bronzi a basso contenuto di stagno (Sn < 8%): Cuscinetti per uso generale, componenti per valvole, componenti per pompe e raccordi marini.
Bronzi ad alto contenuto di stagno (Sn 8-12%): Cuscinetti per carichi elevati, ingranaggi a vite senza fine, componenti per macchinari pesanti e cuscinetti industriali.
Bronzi fosforosi (con aggiunta di P): Molle elettriche, contatti, soffietti e componenti di precisione per strumenti.
Bronzi di stagno al piombo: Cuscinetti e boccole ad alta velocità. Ideali per applicazioni in cui la lubrificazione potrebbe non essere sufficiente.
Altre fusioni in lega di bronzo/rame
Il bronzo è una lega di rame miscelata con stagno o altri elementi, come alluminio o fosforo. Offre elevata resistenza, buona resistenza all'usura e affidabile resistenza alla corrosione, il che lo rende adatto per componenti soggetti a carichi pesanti e attrito. Viene spesso utilizzato per componenti in lega di rame in applicazioni con carichi elevati, basse velocità e in ambienti operativi difficili.
Fusioni in bronzo da Simis Fonderia di rame:
Boccole, cuscinetti e rondelle reggispinta;
Componenti per valvole e componenti per pompe;
Accessori architettonici.
Simis può fondere tipi di bronzo:
Bronzi al silicio: Componenti per valvole, componenti per pompe, accessori architettonici e connettori elettrici.
Bronzi al piombo: Cuscinetti, boccole e rondelle per carichi elevati e basse velocità. Ideali per applicazioni in cui la lubrificazione potrebbe essere insufficiente.
Settori serviti dalla nostra fonderia di rame








Come personalizzare le fusioni di rame con Copper Foundry

Confermare i requisiti di personalizzazione
Revisione del progetto ed esempi
Simis Gli ingegneri verificano innanzitutto i disegni 3D e planari. Questo garantisce che il progetto sia pronto per la produzione. Se disponete di un campione, possiamo realizzare i nuovi componenti basandoci su di esso.
Definire i requisiti dei componenti
Confermiamo le caratteristiche che il componente deve possedere. Ciò include aspetti come resistenza, durezza, resistenza all'usura e alla ruggine. Definiamo inoltre con precisione le dimensioni, le tolleranze e la qualità di finitura richieste.
Confermare il materiale di fusione
I nostri ingegneri vi aiutano a scegliere il materiale in rame fuso più adatto. Questa scelta dipende dall'utilizzo previsto del componente e dalle vostre esigenze tecniche. Vi forniamo consulenza basata sul costo del materiale, sulla resistenza e sulla resistenza all'usura e alla ruggine.
Scegliere il metodo di fusione
Selezioniamo il processo di fusione più adatto per il vostro componente. Questa scelta si basa sul vostro obiettivo di prezzo, sulla forma del componente, sulla precisione richiesta e sul materiale.
Realizzare stampi e campioni
Realizziamo gli stampi di fusione utilizzando i vostri disegni o campioni approvati. Successivamente, procediamo alla fusione del primo lotto di campioni utilizzando il materiale e il processo prescelti.
Ispezione completa del campione
I campioni finiti vengono sottoposti a un controllo completo. Questo verifica che soddisfino tutti gli standard di progettazione e i vostri requisiti di qualità. Vi forniamo report che includono dimensioni, prestazioni, composizione dei materiali e prove non distruttive.
Produzione e controllo qualità
Produzione di massa
Dopo la vostra verifica e approvazione del campione, avviamo il piano di produzione in serie. Prepariamo tutti i materiali in base al vostro ordine. Utilizziamo esattamente gli stessi macchinari e processi impiegati per il campione. Questo garantisce che ogni singolo pezzo prodotto sia identico.
Controllo di qualità durante la produzione
Eseguiamo rigorosi controlli di qualità durante la produzione dei componenti. Preleviamo frequentemente i pezzi per effettuare verifiche. Ne testiamo le dimensioni, l'aspetto e la resistenza. Questo garantisce che ogni lotto di componenti in rame fuso sia uniforme e soddisfi le vostre esigenze.
Ispezione della qualità del prodotto finale
Per il controllo finale ci avvaliamo di diversi ispettori, che eseguono numerosi test sul prodotto finito. Questi test riguardano la precisione dimensionale, la qualità della superficie e la resistenza del pezzo. Questa fase garantisce che tutti i componenti in rame fuso soddisfino i vostri standard di qualità.
Imballaggio e Consegna
Imballiamo e spediamo in modo sicuro tutti i ricambi approvati. Scegliamo l'imballaggio più adatto per prevenire danni durante il trasporto. Inoltre, selezioniamo il metodo di consegna migliore (aereo, marittimo o terrestre) per farvi recapitare i ricambi in tempo.




Per ordinare componenti personalizzati, vi preghiamo di inviarci via e-mail i disegni e i modelli 3D. Il nostro team esaminerà i parametri dettagliati del componente e il modello 3D per fornirvi un preventivo accurato.




