
Controllo di qualità
Certificazione del sistema di qualità ISO
Cina Simis Il Gruppo opera secondo rigorosi standard di qualità internazionali. Siamo in possesso della ISO 9001 e ISO 14001 certificazione del sistema di gestione della qualità, integrata da accreditamenti riconosciuti a livello globale come CE, TÜVe SGS.
Questa solida base ci consente di implementare rigorose misure di produzione e controllo qualità, garantendo che ogni singola fusione e forgiatura soddisfi le precise esigenze del cliente. A ulteriore conferma di questo impegno, forniamo report completi sui controlli di qualità. Simis I prodotti sono pertanto di qualità costantemente elevata e pienamente conformi alle normative di tutto il mondo.
Il nostro rigoroso sistema di gestione della qualità garantisce la stabilità di tutte le fusioni e forgiature in ogni fase della produzione:
· Materiali grezzi: Ispezione e verifica iniziali.
· Monitoraggio del processo: Supervisione continua delle operazioni di produzione.
· Prodotto finale: Verifica completa delle prestazioni.
Questo approccio sistematico garantisce che i nostri prodotti siano sicuri e affidabili in tutti gli ambienti operativi per cui sono stati progettati.
Supportato da certificazioni internazionali e da un sistema completo di gestione della qualità, Simis Il Gruppo si impegna a fornire fusioni e forgiature di alta qualità e affidabili ai propri clienti in tutto il mondo.

Processo di controllo qualità
1. Ispezione delle materie prime
Dopo aver determinato i materiali metallici necessari per la fusione e la forgiatura, Simis Verranno condotte analisi della composizione chimica, prove sulle proprietà meccaniche, controlli non distruttivi, ispezioni metallografiche e prove sulle proprietà fisiche delle materie prime da utilizzare per la fusione e la forgiatura, al fine di garantire che i materiali metallici impiegati nel processo produttivo soddisfino i requisiti di progettazione, riducano i rischi di produzione e migliorino la qualità complessiva del prodotto.
2. Ispezione dell'aspetto
Dopo la produzione dei pezzi, controllare singolarmente le fusioni e le forgiature per verificare la presenza di eventuali difetti superficiali, come crepe, porosità, fori di sabbia, segni di sabbia, bave, ecc.
• Ispezione visiva: Controllare la superficie dei pezzi fusi e forgiati per individuare difetti visibili come crepe, pori e bolle di sabbia mediante ispezione visiva manuale o utilizzando comuni strumenti di ingrandimento come lenti d'ingrandimento e microscopi.
• Finitura superficiale: Verificare che la superficie dei pezzi fusi e forgiati soddisfi i requisiti di finitura previsti dal progetto, evitando la presenza di bave eccessive o impurità sulla superficie.


3. Ispezione della qualità della superficie
• Ispezione della rugosità superficiale: utilizzare un rugosimetro per misurare la superficie dei pezzi fusi e forgiati e assicurarsi che la rugosità superficiale soddisfi i requisiti di progettazione dei componenti.
• Ispezione del rivestimento e dello strato anticorrosione: Per i componenti con trattamenti superficiali speciali (come verniciatura, galvanizzazione, ecc.), è necessario testare lo spessore del rivestimento, l'adesione e altri aspetti per garantire che i componenti soddisfino i requisiti tecnici.
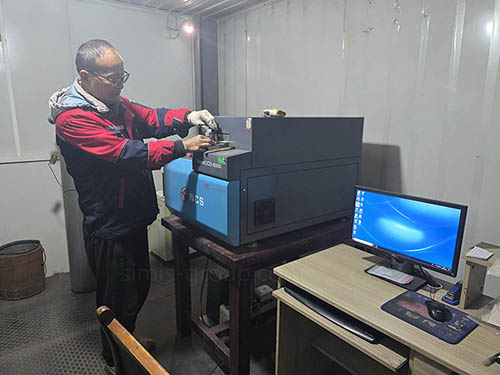
4. Rilevamento della composizione chimica
• Analisi spettrale: Utilizzare uno spettrometro per analizzare la composizione chimica dei getti, misurare il contenuto degli elementi e garantire che i pezzi soddisfino i requisiti del materiale.
• Analisi chimica: Utilizzare reagenti chimici e metodi di analisi chimica per determinare il contenuto di ciascun elemento nelle fusioni, come silicio, manganese, rame, magnesio, ecc.

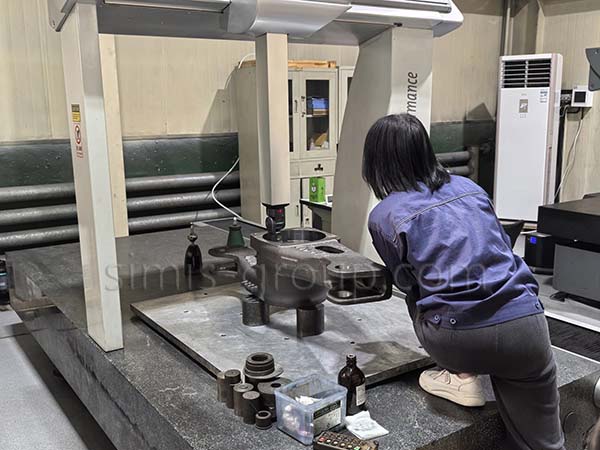
5. Ispezione di dimensioni, forma e peso
Utilizzare calibri, calibri a corsoio, micrometri, calibri per diametri interni ed esterni e altri strumenti di misurazione per campionare e misurare le varie dimensioni dei getti, al fine di garantire che i getti e i pezzi forgiati soddisfino i requisiti di tolleranza di progetto.
Per le fusioni di alta precisione, utilizzare una macchina di misura a tre coordinate per misurare con precisione le dimensioni, la forma e la posizione di fusioni e forgiature in modo completo, al fine di garantire che i pezzi soddisfino i requisiti dei disegni di progetto.
Verificare la forma geometrica dei pezzi, inclusi rettilineità, planarità, verticalità, rotondità, ecc., per assicurarsi che i pezzi soddisfino gli standard di tolleranza.
Utilizzare bilance elettroniche, sistemi automatici di rilevamento del peso, sensori di peso e altri metodi di pesatura per determinare se le fusioni e le forgiature soddisfano i requisiti di peso dei pezzi mediante campionamento e pesatura a lotti.


6. Prove delle proprietà meccaniche
Utilizzare un durometro Rockwell, un durometro Vickers, un durometro Brinell, ecc. per misurare la durezza dei pezzi e assicurarsi che soddisfi i requisiti di progettazione.
Eseguire prove di trazione su campioni fusi e forgiati per misurarne la resistenza alla trazione, il carico di snervamento, l'allungamento, ecc., al fine di verificare se la resistenza dei pezzi soddisfa i requisiti di progettazione.
Utilizzare un tester di impatto (come il tester di impatto Charpy) per misurare la tenacità all'impatto dei componenti e verificarne la resistenza all'impatto, in particolare le prestazioni all'impatto a basse temperature.
Eseguire prove di flessione sui componenti per misurarne la resistenza alla frattura o allo snervamento durante la flessione e valutarne la resistenza alla flessione.
Utilizzare un tester di compressione specifico per determinare le prestazioni dei componenti sottoposti a compressione gradualmente crescente fino al raggiungimento della deformazione plastica o della rottura.
Utilizzare un microscopio metallografico per osservare la struttura metallica del getto, al fine di garantire che essa soddisfi i requisiti di progettazione ed evitare alterazioni strutturali causate da ricottura o tempra eccessive.



7. Rilevamento dei difetti interni
Consente di rilevare difetti invisibili come pori, inclusioni, crepe, ecc. all'interno dei pezzi. Adatto per fusioni con pareti spesse o strutture complesse.

Applicare polvere magnetica sulla superficie del pezzo e generare un campo magnetico per individuare crepe e difetti sulla superficie e nelle sue immediate vicinanze (applicabile a materiali ferromagnetici).
Rileva i difetti all'interno dei componenti emettendo onde sonore ad alta frequenza. Viene utilizzato per individuare difetti interni come pori e crepe. È particolarmente adatto per componenti di spessore maggiore o di forma complessa.
Utilizzato per individuare piccole crepe o altri difetti sulla superficie dei componenti (comunemente impiegato per materiali non ferromagnetici come leghe di alluminio e leghe di rame).
Rileva i difetti all'interno dei getti attraverso le variazioni del tempo e della vibrazione di propagazione delle onde sonore. È adatto per rilevare difetti come crepe e vuoti.
8. Altre prove di prestazione speciali
• Test di tenuta: Utilizzare test di tenuta all'aria, test di tenuta all'acqua, test del vuoto e altri test di tenuta per verificare se i componenti possono prevenire efficacemente la fuoriuscita di gas, liquidi o altri fluidi durante il funzionamento.
• Test di resistenza all'ossidazione: Valutare la resistenza all'ossidazione dei componenti in condizioni di alta temperatura, umidità o esposizione all'aria.
• Test di resistenza alla corrosione: valutare la resistenza alla corrosione dei componenti in ambienti chimici (come acidi, alcali, acqua salata, ecc.) o in condizioni ambientali estreme.
• Test di adattabilità ambientale: valutare se i componenti sono in grado di mantenere la propria struttura e funzionalità in ambienti estremi (come temperature elevate, basse temperature, calore umido, radiazioni ultraviolette, ecc.).




