
Fabbrica cinese di forgiatura a freddo
Stabilimento di forgiatura a freddo per la produzione personalizzata OEM
SIMIS Introduzione alla fabbrica di forgiatura a freddo
SIMIS La Cold Forging Factory è specializzata nella formatura a freddo di metalli ad alta precisione e nella forgiatura a freddo di precisione. L'impianto integra la progettazione e la produzione di stampi, il pretrattamento di fili e billette, l'estrusione a freddo e la formatura a freddo, il trattamento termico, la lavorazione meccanica di precisione e il controllo qualità.
SIMIS Produce principalmente componenti forgiati a freddo in lega di alluminio, acciaio a basso e medio tenore di carbonio e lega di rame (principalmente mediante estrusione a freddo).SIMIS Si concentra sulla fornitura di soluzioni di forgiatura a freddo ad alta precisione, elevata resistenza e produzione in serie per settori quali quello automobilistico, motociclistico, della bulloneria, dell'idraulica, dell'elettronica, dei motori e degli utensili.
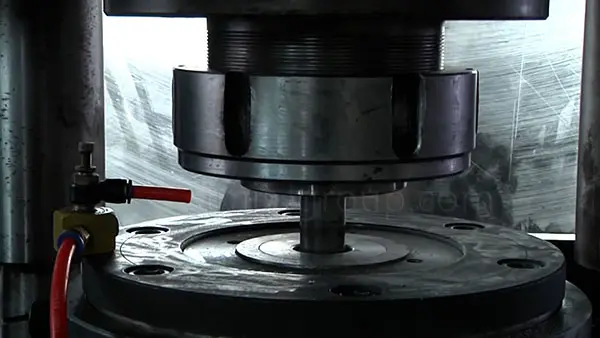
Principali attrezzature di formatura: Macchine per stampaggio a freddo multistazione (3–6 stazioni), presse per estrusione a freddo (300–1200 tonnellate)
Equipaggiamento ausiliario: Forni di ricottura sferoidizzante, macchine raddrizzatrici, macchine pelatrici, alimentatori automatici
Fabbricazione stampi: Torni CNC, centri di lavoro, macchine per taglio a filo, rettifica e lucidatura
Attrezzature per il trattamento termico: Forno per trattamento termico sottovuoto, forno a nastro continuo (precisione ±5 °C)
Intervallo di peso di forgiatura: 5 gr – 3 kg
Dimensioni massime: Diametro ≤ 100 mm, lunghezza ≤ 200 mm (a seconda della geometria)
Elevata precisione dimensionale (fino al grado di tolleranza IT8)
Eccellente finitura superficiale, che spesso richiede poca o nessuna lavorazione meccanica.



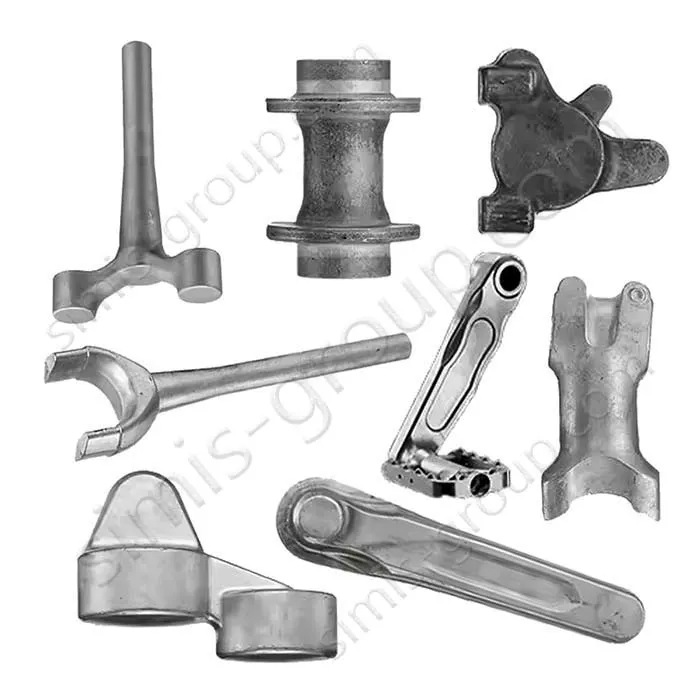
Componenti OEM personalizzati forgiati a freddo



Processo di forgiatura a freddo per componenti metallici personalizzati
Panoramica del processo di forgiatura a freddo
La forgiatura a freddo consiste nell'applicare pressione al metallo a temperatura ambiente per deformarlo plasticamente e ottenere la forma desiderata. La forgiatura a freddo non richiede il riscaldamento del semilavorato, il che consente di ottenere pezzi forgiati con maggiore precisione dimensionale e qualità superficiale. La forgiatura a freddo viene utilizzata nella produzione di componenti di precisione come parti per autoveicoli, accessori elettronici e macchinari.
1. Selezione del materiale per la forgiatura a freddo
La forgiatura a freddo richiede materiali con buona duttilità a temperatura ambiente, flusso plastico stabile e resistenza allo snervamento relativamente bassa per evitare la formazione di crepe durante la deformazione. I materiali comunemente utilizzati includono: leghe di alluminio, acciaio a basso tenore di carbonio, acciaio a medio tenore di carbonio, rame e leghe di rame (principalmente per l'estrusione a freddo).
La scelta del materiale è determinata dalla geometria del pezzo, dal grado di deformazione e dal volume di produzione, garantendo una formatura stabile e una durata accettabile dell'utensile.
2. Preparazione della billetta
I materiali metallici selezionati vengono trasformati in billette idonee, come lingotti, cilindri o barre. I contaminanti superficiali, tra cui strati di ossido, olio e detriti, vengono rimossi per garantire una qualità di formatura costante e ridurre l'usura dello stampo.
Una lubrificazione adeguata viene applicata alla superficie del billetta, soprattutto nelle operazioni di estrusione a freddo, per controllare l'attrito e il flusso del materiale.
3. Progettazione dello stampo
Gli stampi in acciaio per utensili ad alta resistenza sono progettati in base alla geometria del pezzo, alle caratteristiche del materiale e al processo di forgiatura a freddo selezionato (stampaggio a freddo, estrusione a freddo o formatura combinata).
4. Forgiatura a freddo / estrusione a freddo
Il lingotto viene formato ad alta pressione utilizzando attrezzature per la forgiatura a freddo come presse meccaniche, presse idrauliche o macchine per la forgiatura a freddo multistazione. Le forze di formatura variano in genere da decine a centinaia di tonnellate, a seconda del materiale e della complessità del pezzo.
La formatura a freddo viene utilizzata principalmente per la deformazione plastica e la formazione della forma esterna.
L'estrusione a freddo (in avanti, all'indietro o combinata) viene utilizzata per formare cavità profonde, sezioni cave e geometrie interne complesse.
5. Raffreddamento della forgiatura
Una volta formato il pezzo, è necessario raffreddarlo naturalmente a temperatura ambiente. L'uniformità e la stabilità della forgiatura possono essere garantite controllando la velocità di raffreddamento.
6. Trattamento termico
I pezzi forgiati a freddo devono essere sottoposti a processi di trattamento termico come ricottura, normalizzazione, tempra e rinvenimento per migliorarne le proprietà meccaniche, quali resistenza e resistenza all'usura.
Il trattamento termico viene comunemente applicato ai pezzi forgiati a freddo in acciaio, mentre i pezzi forgiati a freddo in lega di alluminio possono richiedere, se necessario, un trattamento di solubilizzazione e un processo di invecchiamento.
7. Processi successivi e trattamento superficiale
Finitura: La forgiatura a freddo può fornire una maggiore precisione dimensionale, ma alcune parti devono comunque essere sottoposte a processi di finitura come tornitura, fresatura, foratura, ecc. per garantire che i pezzi finali soddisfino i requisiti di precisione.
Trattamento superficiale: Per migliorare la finitura superficiale, la resistenza alla corrosione e all'usura, si eseguono operazioni di sabbiatura, lucidatura, verniciatura o galvanizzazione.



Materiali disponibili per applicazioni di forgiatura a freddo
Quali parti metalliche possono essere forgiate in Simis Fabbrica di forgiatura a freddo?
A differenza della forgiatura a caldo, la forgiatura a freddo si basa sulla duttilità intrinseca del materiale e sull'incrudimento per ottenere la forma finale. Simis Un impianto di forgiatura a freddo può forgiare componenti in acciaio a basso tenore di carbonio, acciaio a medio tenore di carbonio e leghe di alluminio. Il processo produce componenti con un'eccellente precisione dimensionale, una finitura superficiale liscia e proprietà meccaniche superiori, in particolare resistenza e resistenza alla fatica grazie all'incrudimento. La forgiatura a freddo è particolarmente adatta alla produzione in grandi volumi di componenti relativamente piccoli, assialsimmetrici o di forma semplice.
| Categoria materiale | Perché è adatto alla forgiatura a freddo | Simis Applicazioni tipiche degli impianti di forgiatura a freddo | Simis Impianto di forgiatura a freddo - Gradi comuni |
| Leghe di alluminio | Eccellente duttilità a temperatura ambiente e bassa resistenza alla formatura. La forgiatura a freddo consente la produzione di pezzi quasi a forma definitiva con una finitura superficiale superiore e una maggiore resistenza grazie all'incrudimento; l'estrusione a freddo di leghe di alluminio non solo consente un risparmio di manodopera, ma produce anche una finitura superficiale estremamente elevata. | Dissipatori di calore, componenti leggeri per autoveicoli, alloggiamenti, alberi, parti strutturali, collettori di climatizzazione, alloggiamenti per filtri, radiatori elettronici e alloggiamenti per silenziatori. | 1060, 6061, 6063, 7075 |
| Acciaio a basso tenore di carbonio | L'elevata duttilità consente grandi deformazioni plastiche senza fessurazioni. La forgiatura a freddo produce componenti ad alta resistenza e dimensionalmente uniformi per la produzione in grandi volumi. | Elementi di fissaggio, perni, alberi | AISI 1010, 1018, 1020 |
| Acciaio a medio tenore di carbonio | Gli acciai a medio tenore di carbonio possono essere forgiati a freddo in condizioni controllate, tipicamente mediante formatura a più stadi e ricottura intermedia. Sono adatti principalmente per geometrie piccole e semplici dove è richiesta una maggiore resistenza. | Alberi di piccole dimensioni, perni, connettori meccanici, bulloni ad alta resistenza, alberi di trasmissione, ingranaggi grezzi. | AISI 1035, 1040, 1045 |
















