Selezione del processo per alberi fusi e alberi forgiati
Gli alberi, in quanto componenti fondamentali dei sistemi di trasmissione meccanica, hanno un impatto diretto sulla loro affidabilità e durata. Secondo il rapporto annuale 2023 dell'Unione Internazionale degli Ingegneri Meccanici (IMechE), circa il 38% degli alberi industriali a livello globale è forgiato, il 45% è fuso e il restante 38% è prodotto con altri metodi. Questa distribuzione riflette l'importanza di questi due processi nell'industria moderna. Un'analisi delle caratteristiche tecniche, dell'evoluzione microstrutturale e delle proprietà meccaniche di questi due principali processi produttivi rivela che gli alberi forgiati mantengono i loro vantaggi prestazionali nelle applicazioni critiche di trasmissione di potenza, mentre gli alberi fusi offrono significativi vantaggi economici nella produzione di componenti strutturali di grandi dimensioni e complessi.

1. Caratteristiche tecniche degli alberi fusi
1.1 Processo di produzione standardizzato per alberi fusi
colata in sabbia:
Tolleranze tipiche: ISO 8062 CT10-CT13
Rugosità superficiale: Ra 12.5-25 μm (ISO 1302)
colata di investimento:
·Tolleranze tipiche: ISO 8062 CT6-CT8
Rugosità superficiale: Ra 3.2-6.3μm
Colata centrifuga:
Applicazione tipica: Grandi alberi cavi per l'industria petrolchimica
| Materiale standard | Classe | Resistenza alla trazione (MPa) | Resistenza allo snervamento (MPa) | Allungamento (%) | Processi applicabili |
| EN 10293 | G20Mo5 | 500-700 | 300-450 | 18-22 | Fusione in sabbia / Casting di investimento |
| ASTM A148 | Grado 80-50 | 550-750 | 350-500 | 15-20 | Fusione di sabbia |
| ISO 3755 | GS-52 | 520-720 | 320-480 | 16-21 | Colata centrifuga |
| JIS G5101 | SC450 | 450-600 | 250-350 | 20-25 | Fusione di sabbia |

1.2 Caratteristiche microstrutturali degli alberi fusi
Microstruttura tipica dei getti valutata secondo la norma ISO 4967:
·Spaziatura dei dendriti: 100-300 μm (fusione in sabbia)
·Porosità: <2% (secondo la norma ISO 10049)
·Inclusioni non metalliche: Classe B (classificazione ISO 4967 ≤ 2)
Le prove a ultrasuoni (ISO 11484) di un albero intermedio navale realizzato in materiale EN 10293 G17CrMo5 hanno rivelato difetti interni inferiori a 1 mm, pienamente conformi alle specifiche DNV GL.
2. Caratteristiche tecniche degli alberi forgiati
2.1 Processo di produzione standardizzato per alberi forgiati
Forgiatura a cielo aperto:
Tolleranze tipiche: ISO 286-2 H11-H13
Qualità della superficie: ISO 8501-1 Sa2.5
Stampaggio a caldo:
Tolleranze tipiche: ISO 286-2 H9-H11
Utilizzo dei materiali: 60-80%
Forgiatura a freddo/Forgiatura a caldo:
Precisione tipica: ISO 286-2 H7-H9
Rugosità superficiale: Ra 0.8-1.6μm
| Materiale standard | Classe | Resistenza alla trazione (MPa) | Resa di rendimento (MPa) | Energia d'impatto (J) | Processi applicabili |
| ISO-683 1 | 42CrMo4 | 900-1100 | 650-800 | 45-60 | Fucinatura chiusaForgiatura a stampo aperto |
| ASTM A322 | Grade 4140 | 850-1050 | 600-750 | 40-55 | Fucinatura chiusa |
| EN-10083 3 | 34CrNiMo6 | 1000-1200 | 800-950 | 50-70 | Forgiatura a stampo aperto |
| JIS G4053 | SCM440 | 900-1100 | 650-800 | 45-60 | Forgiatura a freddo/Forgiatura a caldo |

2.2 Vantaggi microstrutturali degli alberi forgiati
Microstruttura tipica del materiale forgiato, valutata secondo la norma ISO 643:
·Granulazione: 10-30 μm (migliore dei gradi 7-8 della norma ASTM E112)
·Continuità del flusso di lavoro: classificazione ISO 3763 Classe A
·Inclusioni non metalliche: Classe A (classificazione ISO 4967 ≤ Classe 1)
Una turbina eolica albero principale Utilizza materiale EN 10083-3 34CrNiMo6. I test a ultrasuoni (standard EN 10228-3) dimostrano che le fibre si adattano perfettamente al profilo dell'albero, garantendo una durata a fatica superiore di oltre il 50% rispetto a quella di un componente fuso.
3. Confronto delle prestazioni tra alberi fusi e forgiati
3.1 Confronto delle proprietà meccaniche
| Specifiche di prestazione | Standard di prova | Albero fuso | Albero forgiato | Variazione |
| Resistenza alla trazione | ISO-6892 1 | 520-720 MPa | 900-1100 MPa | + 55% |
| carico di snervamento | ISO-6892 1 | 320-480 MPa | 650-800 MPa | + 80% |
| Resistenza all'impatto (20°C) | ISO-148 1 | 25-35 J | 45-60 J | + 85% |
| Limite di fatica (10⁷ cicli) | ISO 12107 | 220-280 MPa | 400-450 MPa | + 75% |
| Durezza | ISO 6506 | 160-220 MP | 250-320 MP | + 50% |
3.2 Confronto tra efficienza economica e adattabilità del processo
Analisi della struttura dei costi:
Costo materiale:
·Fusione: Bassa (Tasso di utilizzo del materiale 85-95%)
·Forgiatura: Media (Tasso di utilizzo del materiale 60-80%)
Costo di elaborazione:
·Fusione: Elevata (richiede lavorazioni meccaniche complesse)
·Forgiatura: Bassa (forma quasi definitiva)
Costo dello stampo:
·Fusione: Alta (stampi complessi)
• Forgiatura: Media (stampi standardizzati)
Costo del test:
·Probabilità di fusione: Elevata (richiede controlli non distruttivi completi)
·Probabilità di falsificazione: bassa (test di campionamento)

4. Guida internazionale alla selezione degli standard per i componenti degli alberi
4.1 Selezione in base all'applicazione
| Applicazioni | Processi consigliati | Norme internazionali sui materiali |
| Albero principale della turbina eolica | Forgiato | EN 10083-3 34CrNiMo6 |
| Albero di propulsione marino | Casting | EN 10293 G20Mo5 |
| Albero di trasmissione per autoveicoli | Forgiato | ISO 683-1 42CrMo4 |
| Albero rotante per macchinari industriali | Casting | ASTM A148 Grado 80-50 |
| Albero motore aeronautico | Forgiato | AMS 6414 (4340M) |
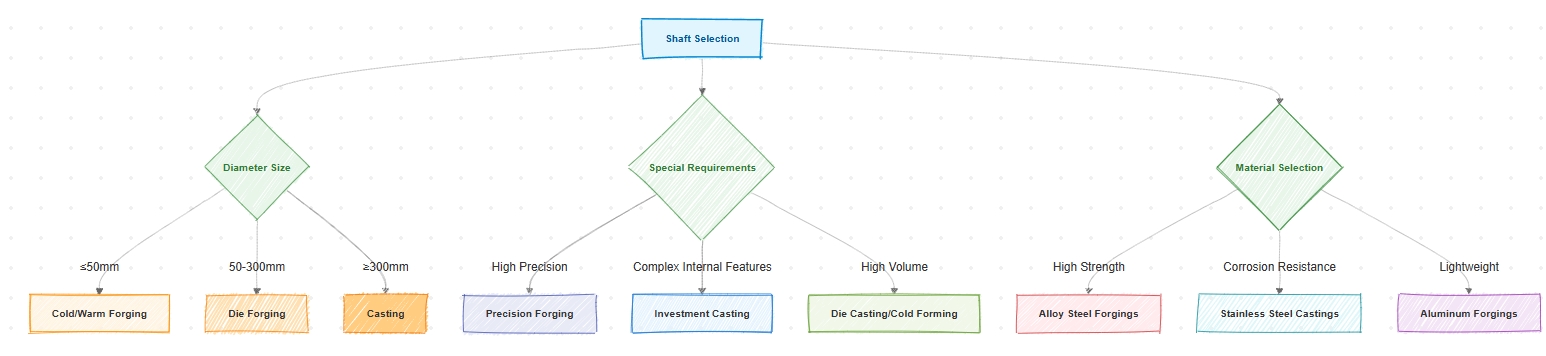
4.2 Selezione in base ai parametri dimensionali
Guida alla selezione del diametro:
·Alberi di piccolo diametro (Φ < 100 mm):
Processo preferito: Forgiatura a freddo/Forgiatura a caldo
·Alberi medi (100 mm ≤ Φ ≤ 300 mm):
Processo preferito: stampaggio a caldo
·Alberi di grandi dimensioni (Φ > 300 mm):
Opzione economica: Fusione
5. Classificazione e selezione del processo per le parti dell'albero
(1). Alberi di trasmissione
· Caratteristiche strutturali
Utilizzato per trasmettere coppia e moto rotatorio
Il rapporto d'aspetto è solitamente >5:1
La superficie richiede solitamente una lavorazione di precisione
· Adattabilità del processo
| Gamma di diametri (mm) | Processo consigliato | Norme internazionali sui materiali | Vantaggi del processo |
| <50 | Forgiatura a freddo/a caldo | ISO 4954 16MnCr5 | Alta precisione, taglio ridotto al minimo |
| 50-150 | Die Forgiatura | EN 10083-3 42CrMo4 | Ottimizzazione del flusso di fibre |
| > 150 | Forgiatura aperta + Tornitura | ASTM A322 | Adatto a taglie grandi |
| Extra Large (>500) | Colata centrifuga | EN 10293 G20Mo5 | Economico |

(2). Alberi scanalati
·Caratteristiche strutturali
Con denti scanalati assiali
Richiede un adattamento preciso
Norme internazionali: ISO 14 (scanalatura a radice piatta), ISO 4156 (scanalatura a evolvente)
·Selezione del processo
Albero scanalato forgiato a freddo:
Dimensioni applicabili: diametro <80 mm
Norma materiale: JIS G4053 SCM415
Grado di precisione: ISO 1328 Classe 6-7
Vantaggio: Finitura superficiale del dente Ra0.8-1.6 μm (ISO 1302)
Taglio dell'albero scanalato:
Dimensioni applicabili: diametro 80-250 mm
Norma del materiale: ASTM A322 4340
Processo di lavorazione: forgiatura del grezzo → tornitura → fresatura della scanalatura
Analisi dei costi: 15-20% in meno rispetto alla forgiatura completa
Selezione di processi speciali:
Scanalatura a modulo grande (modulo > 5): formatura a rulli (standard ISO 1265)
Scanalature a evolvente: si preferisce la forgiatura a stampo (standard DIN 5480)

(3) Fusi
· Caratteristiche strutturali
Alta velocità, alta precisione
Di solito richiede un trattamento termico
· Processo di selezione
| Tipo di mandrino | Dimensioni tipiche | Processo consigliato | Standard materiali | Requisiti per il trattamento termico |
| Mandrino della macchina utensile | φ50-200mm | Forgiato di precisione | ISO 683-1 / 42CrMo4 | Temprato e rinvenuto + cementato |
| Mandrino motore | φ20-100mm | Forgiato a freddo | JIS G4805 SUJ2 | Attraverso Hardened |
| Mandrino per impieghi gravosi | >φ300mm | Fusione + Lavorazione meccanica | EN 10293 G28NiCrMoV7 | Normalizzato + Temperato |
·Punti chiave tecnici:
Requisito di rotondità del mandrino di precisione: ≤0.005 mm
Grado di equilibrio dinamico: tipicamente G1.0
Durezza della superficie di appoggio: 58-62 HRC

(4). Alberi a gomito
· Caratteristiche strutturali
Struttura complessa della manovella
Requisiti di elevata resistenza alla fatica
· Processo di selezione
-- Vantaggi di alberi motore forgiati:
Processo produttivo: stampaggio a caldo → trattamento termico → finitura
Durata a fatica: >5×10⁶ volte (standard ISO 12107)
-- Applicazione di alberi a gomiti in ghisa:
Alberi a gomiti di grandi dimensioni (peso del singolo albero a gomiti >500 kg)
Norma del materiale: ASTM A148 Grado 120-90
Controllo di processo: è richiesto un controllo a ultrasuoni al 100% (ISO 11484).
-- Processo innovativo:
Fusione composta: manicotto in ghisa temprata fuso nel perno (norma ISO 21988)
Rinforzo superficiale: rullatura a rulli (standard ISO 13565 per la rugosità superficiale)

(5). Alberi a camme
·Caratteristiche strutturali
Profilo della camma di precisione
Elevati requisiti di resistenza all'usura
·Confronto dei processi
-- Fusione di alberi a camme:
Processo principale: Fusione a guscio
Norma materiale: EN-GJS-700-2 (ferro duttile)
Trattamento superficiale: Fusione a freddo dei componenti della camma
Lotto economico: >5000 pezzi
-- Alberi a camme forgiati:
Applicazioni di fascia alta: motori da corsa
Norma del materiale: ISO 4951 51CrV4
Percorso del processo: Forgiatura dello stampo → Lavorazione CNC → Trattamento di nitrurazione
Controllo di precisione: errore di sollevamento della camma ≤ 0.05 mm
-- Alberi a camme assemblati:
Tendenza moderna: tubo in acciaio + camma sinterizzata
Norma di riferimento: ISO 2739 (norma per la metallurgia delle polveri)
Riduzione di peso: 30-40% più leggero rispetto alle strutture tradizionali.
(6). Alberi speciali
· Alberi cavi
Selezione del processo:
Diametro ridotto (<100 mm): tubo trafilato a freddo + lavorazione meccanica (norma EN 10305-1)
Diametro medio (100-300 mm): Fusione centrifuga (norma ISO 4957)
Diametro elevato (>300 mm): struttura saldata (standard di saldatura ISO 5817)
· Alberi eccentrici
Difficoltà di fabbricazione: elevati requisiti di bilanciamento dinamico
Processo consigliato: Forgiatura + tornitura eccentrica (standard di bilanciamento ISO 1940-1)
Selezione del materiale: ISO 683-1 42CrMo4
· Alberi flessibili
Processo speciale:
Avvolgimento multistrato di filo d'acciaio (standard ISO 2408 per funi metalliche)
Materiale in acciaio inossidabile: ASTM A313 304SS
Raggio di curvatura minimo: ≥10×diametro dell'albero

6. Qual è il processo di produzione migliore per gli alberi?
Gli alberi forgiati mantengono i vantaggi prestazionali nelle applicazioni critiche della trasmissione e sono particolarmente adatti per applicazioni ad alto stress e ad alta affidabilità.
Gli alberi fusi offrono vantaggi economici insostituibili nella produzione di componenti strutturali di grandi dimensioni e complessi, e le loro prestazioni continuano a migliorare grazie ai progressi nella tecnologia dei materiali.
La selezione del processo dovrebbe considerare in modo esaustivo i parametri dimensionali, le condizioni di carico, i requisiti di certificazione e i fattori di costo, al fine di stabilire un modello di analisi dei costi dell'intero ciclo di vita.
7.SIMIS Capacità di produzione di alberi personalizzati del gruppo
SIMIS Il Gruppo è specializzato nella fornitura di soluzioni personalizzate per la produzione di alberi, in grado di soddisfare le più diverse esigenze a livello globale. La nostra competenza spazia in tutto lo spettro degli standard internazionali e delle tecnologie di produzione più avanzate.
7.1 Competenza nella selezione dei materiali
Acciai al carbonio/legati: EN 10083, ASTM A322, serie JIS G4053
Acciai inossidabili: ISO 683-13, ASTM A564, EN 10088
Leghe speciali: a base di nichel (ISO 9723), titanio (AMS 4928)
Certificazione dei materiali: EN 10204 3.1/3.2 con tracciabilità completa
7.2 Portafoglio di processi flessibili
| Processo | gamma di capacità | Livello di tolleranza | Standard internazionali |
| Forgiatura a freddo | Ø5-80m | ISO 286 IT7-8 | ISO 4954, BACCANO 7526 |
| Forgiatura a caldo | Ø50-1200 mm | ISO 286 IT10-11 | ISO 4885, ASTM A788 |
| Fusione di sabbia | Ø100-2500 mm | ISO 8062 CT10-13 | ISO 3755, EN 10293 |
| Casting di investimento | Ø20-800 mm | ISO 8062 CT6-8 | ASTM A732, EN 10295 |
| Colata centrifuga | Ø150-1500 mm | ISO 8062 CT8-10 | ISO 4957, ASTM A608 |
7.3 Produzione specializzata di alberi
Alberi scanalati:
Formatura a freddo (Ø<80mm): conforme a DIN 5480/ISO 14
Lavorazione meccanica (Ø80-300mm): AGMA 915-1 Classe 6-8
Finitura superficiale: Ra 0.4-1.6 μm secondo ISO 1302
Mandrini di precisione:
Tolleranza di rettifica: ±0.002 mm (ISO 286 h5)
Rettilineità: 0.01 mm/m (ISO 1101)
Bilanciamento dinamico: G0.4-G1.0 secondo ISO 1940-1
7.4 Servizi a valore aggiunto
Trattamento termico:
Ricottura, normalizzazione, tempra, rinvenimento, Q&T, indurimento superficiale...
Ingegneria delle superfici:
Cromatura dura (ISO 4520), nitrurazione (AMS 2759/10)
Controlli non distruttivi:
UT (EN 10228-3), MT (ISO 4986), RT (ISO 5579)
Montaggio:
Brocciatura della sede della chiavetta, montaggio dei cuscinetti, bilanciamento dinamico

Nella produzione industriale, le prestazioni dei componenti degli alberi influiscono direttamente sull'affidabilità e sulla durata delle apparecchiature. Che si tratti della convenienza economica e dell'adattabilità degli alberi fusi a strutture complesse, o dell'elevata resistenza e della resistenza alla fatica degli alberi forgiati, la scelta del processo e dei materiali giusti è fondamentale.
In qualità di produttore professionale di componenti per alberi, SIMIS Il Gruppo vanta una vasta esperienza e competenza tecnica per fornire soluzioni personalizzate su misura per le vostre esigenze specifiche. Per componenti dell'albero personalizzati, realizzati in acciaio fuso or acciaio forgiatoPer qualsiasi domanda, non esitate a contattare il nostro team di ingegneri. Vi forniremo un supporto completo, dalla progettazione alla produzione di massa, garantendo che i nostri prodotti soddisfino i requisiti di resistenza, precisione e durata della vostra applicazione.