Cos'è la forgiatura a caldo?
La forgiatura a caldo, quale processo fondamentale per la produzione di componenti metallici ad alte prestazioni, riveste un ruolo insostituibile nei settori industriali critici a livello globale. Questa guida tecnica completa illustra in modo sistematico la forgiatura a caldo, trattandone la definizione formale, i principi cardine basati sulle caratteristiche di ricristallizzazione del metallo, la compatibilità dei materiali e i relativi requisiti di processo, le fasi di processo standardizzate, la classificazione in base alla struttura dello stampo e alle caratteristiche di deformazione, i principali vantaggi nella produzione di componenti critici, gli elementi essenziali per la garanzia della qualità e il controllo del processo, i difetti comuni e le misure di prevenzione/rimedio mirate, le applicazioni tipiche in settori quali quello industriale e automobilistico, nonché un'analisi comparativa con la forgiatura a caldo e la forgiatura a freddo.

(Forgiatura a caldo a stampo aperto)
1. Cos'è la forgiatura a caldo?
In conformità con gli standard internazionali di forgiatura (inclusi i principi generali specificati nelle norme ISO e ASTM) e la terminologia industriale, la forgiatura a caldo è formalmente definita come il processo di modellatura di pezzi metallici mediante l'applicazione di forze compressive localizzate a temperature superiori alla temperatura di ricristallizzazione del materiale. Questa soglia di temperatura critica non è fissa, ma varia a seconda del tipo di metallo. Ad esempio, la temperatura di forgiatura a caldo per l'acciaio è tipicamente compresa tra 900 °C e 1250 °C (1652 °F e 2282 °F), mentre le leghe di alluminio vengono sottoposte a forgiatura a caldo in un intervallo di temperatura compreso tra 380 °C e 500 °C (716 °F e 932 °F).
Il principio fondamentale della forgiatura a caldo risiede nello sfruttamento delle proprietà modificate dei metalli ad alte temperature. Quando un metallo viene riscaldato al di sopra della sua temperatura di ricristallizzazione, la mobilità dei suoi atomi aumenta sostanzialmente, riducendo così il carico di snervamento del materiale e migliorandone significativamente la duttilità. Questa maggiore duttilità facilita la deformazione del metallo con una forza applicata ridotta, consentendogli di fluire agevolmente in geometrie complesse all'interno degli stampi di forgiatura. Aspetto cruciale, il processo di ricristallizzazione che si verifica durante la forgiatura a caldo elimina l'incrudimento da deformazione – un fenomeno prevalente nella forgiatura a freddo – e affina la struttura granulare del metallo, ottenendo in definitiva componenti con proprietà meccaniche uniformi e maggiore tenacità.

(Forgiatura a caldo a stampo aperto)
2. Quali sono le differenze tra forgiatura a caldo, forgiatura tiepida e forgiatura a freddo?
È fondamentale distinguere la forgiatura a caldo dalle altre tecniche di forgiatura convenzionali, ovvero la forgiatura a freddo (eseguita a temperatura ambiente o prossima ad essa, al di sotto della temperatura di ricristallizzazione) e la forgiatura a temperatura intermedia (eseguita a temperature intermedie tra la forgiatura a freddo e quella a caldo). A differenza della forgiatura a freddo, che si basa sull'incrudimento per ottenere resistenza, il vantaggio in termini di resistenza della forgiatura a caldo deriva dall'affinamento della grana e dall'eliminazione dei difetti interni.
Per selezionare il processo di forgiatura più appropriato, nella tabella seguente vengono confrontate le caratteristiche principali della forgiatura a caldo, della forgiatura a temperatura intermedia e della forgiatura a freddo:
| Indice di confronto | Forgiatura a caldo | Forgia calda | Forgiatura a freddo |
| Intervallo di temperatura | Al di sopra della temperatura di ricristallizzazione (ad esempio, acciaio: 900°C-1250°C; lega di alluminio: 380°C-500°C) | Tra la temperatura ambiente e la temperatura di ricristallizzazione (ad esempio, acciaio: 400 °C-800 °C) | A temperatura ambiente o prossima ad essa (≤50°C) |
Formabilità | Eccellente, in grado di formare geometrie complesse e pezzi di grandi dimensioni. | Buona, migliore della forgiatura a freddo ma inferiore alla forgiatura a caldo. | Limitato, adatto a forme semplici o moderatamente complesse |
Proprietà meccaniche | Elevata tenacità, struttura granulare uniforme, assenza di tensioni residue (dopo un adeguato raffreddamento). | Resistenza e tenacità equilibrate, grana moderata. | Elevata resistenza e durezza dovute all'incrudimento, ma tenacità relativamente bassa. |
Precisione dimensionale | Moderato (tolleranza: ±0.1 mm-±0.5 mm), richiede lavorazioni secondarie per un'elevata precisione | Elevata (tolleranza: ±0.05 mm-±0.2 mm), minore necessità di lavorazioni secondarie | Produzione con forma quasi definitiva e tolleranza molto elevata (±0.01 mm-±0.1 mm). |
| Qualità della superficie | In generale, può presentare scaglie di ossidazione che richiedono un post-trattamento. | Buona, meno ossidazione rispetto alla forgiatura a caldo, superficie liscia | Eccellente, nessuna ossidazione, superficie brillante |
| Forza di deformazione | Minimo, riducendo l'usura delle apparecchiature | Media, tra la forgiatura a caldo e quella a freddo. | Il livello più alto, che richiede attrezzature di forgiatura ad alte prestazioni. |
| Tasso di utilizzo dei materiali | La generazione di flash è da media ad alta, varia a seconda del tipo di chip. | Alta, meno brillante della forgiatura a caldo | Massima riduzione degli sprechi di materiale |
| Scenari di applicazione | Componenti di grandi dimensioni, parti critiche soggette a forti sollecitazioni (ad esempio, carrelli di atterraggio degli aeromobili, alberi a gomiti, flange delle turbine eoliche) | Componenti di precisione di medie e piccole dimensioni (ad esempio, ingranaggi per autoveicoli, elementi di fissaggio) | Componenti di precisione di piccole dimensioni (ad esempio, bulloni, dadi, piccoli ingranaggi, componenti elettronici) |
| Costo di produzione | Medio, considerando i costi di riscaldamento e post-elaborazione. | Da medio ad alto, con un buon equilibrio tra precisione e complessità del processo. | Elevato investimento iniziale in attrezzature, ma basso costo unitario per la produzione di massa. |
La tabella comparativa sopra riportata illustra chiaramente le differenze tra i tre processi di forgiatura. Per i professionisti degli acquisti, la scelta dovrebbe basarsi su dimensioni, complessità, requisiti prestazionali, volume di produzione e budget di costo del prodotto. La forgiatura a caldo rimane la scelta preferita per componenti critici che richiedono elevata tenacità, geometrie complesse o grandi dimensioni, mentre la forgiatura a freddo è più adatta per parti piccole e di alta precisione nella produzione di massa. La forgiatura a caldo rappresenta una soluzione equilibrata per applicazioni che richiedono sia una precisione moderata che buone proprietà meccaniche.
(Forgiatura a freddo)
3. Quali sono le fasi del processo di forgiatura a caldo?
Il processo di forgiatura a caldo segue una sequenza sistematica di fasi per garantire la qualità del prodotto e la stabilità del processo, nel rispetto degli standard di produzione internazionali. Le fasi principali del processo sono le seguenti:
(1) Preparazione delle materie prime:
Selezionare billette o lingotti di metallo di alta qualità che soddisfino i requisiti di composizione chimica e proprietà meccaniche del prodotto finale. Le materie prime più comuni includono acciaio al carbonio, acciaio legato e leghe di metalli non ferrosi. Le billette vengono tagliate al peso e alle dimensioni specificate per garantire una deformazione uniforme durante la forgiatura.
(2) Preriscaldamento:
Le materie prime preparate vengono inserite nei forni di preriscaldamento. La velocità di riscaldamento e la temperatura sono rigorosamente controllate per evitare surriscaldamento, sottoriscaldamento o distribuzione non uniforme della temperatura. Il preriscaldamento ha lo scopo di ridurre il limite di snervamento del metallo e migliorarne la duttilità, ponendo le basi per la successiva deformazione.
(3) Deformazione da forgiatura:
Trasferire il lingotto preriscaldato all'attrezzatura di forgiatura (come presse idrauliche, presse meccaniche o fucine a martelli) e applicare forze di compressione localizzate per modellarlo nella geometria desiderata utilizzando stampi predefiniti. Il processo di deformazione deve essere completato entro l'intervallo di temperatura ottimale per garantire un flusso uniforme del metallo ed evitare crepe.
(4) Rifilatura e sbavatura:
Dopo la forgiatura, rimuovere il materiale in eccesso (bava) generato durante il processo di deformazione utilizzando matrici di rifilatura. Contemporaneamente, eliminare le bave e gli spigoli vivi per soddisfare i requisiti dimensionali iniziali del prodotto.
(5) Raffreddamento:
Raffreddare uniformemente il pezzo forgiato in base alle caratteristiche del materiale e ai requisiti del prodotto. I metodi di raffreddamento più comuni includono il raffreddamento ad aria, il raffreddamento in forno e il raffreddamento ad acqua. Un raffreddamento adeguato previene deformazioni, tensioni residue e degrado delle proprietà del materiale causati da rapidi sbalzi di temperatura.
(6) Post-elaborazione:
Eseguire le successive lavorazioni necessarie, tra cui trattamenti termici (come tempra, rinvenimento o ricottura) per ottimizzare le proprietà meccaniche del pezzo; lavorazioni meccaniche per ottenere tolleranze dimensionali precise e una qualità superficiale ottimale; e trattamenti superficiali (come rivestimenti anticorrosione) per prolungare la durata del prodotto in ambienti difficili.
(7) Ispezione di qualità:
Implementare controlli di qualità a più fasi durante l'intero processo, che includano l'analisi della composizione chimica delle materie prime, il monitoraggio della temperatura durante il riscaldamento, il controllo dimensionale dopo la forgiatura e controlli non distruttivi (come controlli a ultrasuoni e con particelle magnetiche) per rilevare difetti interni e superficiali. Solo i prodotti che soddisfano gli standard di qualità possono lasciare lo stabilimento.
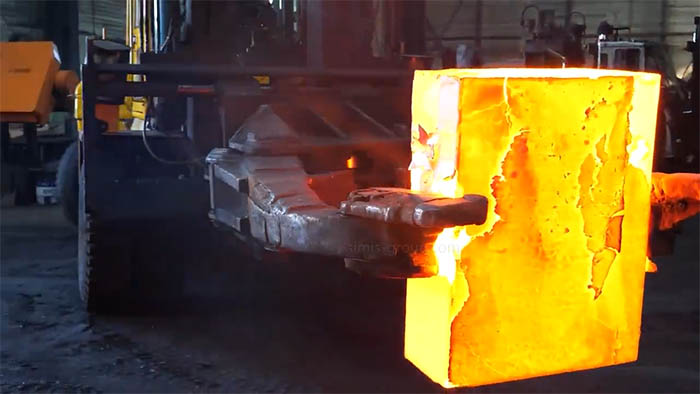
(Riscaldamento della billetta)
4. Quali sono i diversi tipi di processi di forgiatura a caldo?
In base alla struttura dello stampo e alle caratteristiche di deformazione, la forgiatura a caldo può essere suddivisa in forgiatura aperta, forgiatura chiusa, estrusione e laminazione ad anello. Ogni tipologia presenta scenari applicativi e vantaggi tecnici specifici. Le classificazioni dettagliate sono riportate nella tabella seguente:
| Tipo di forgiatura a caldo | Nome alternativo | Caratteristiche principali | Scenari di applicazione |
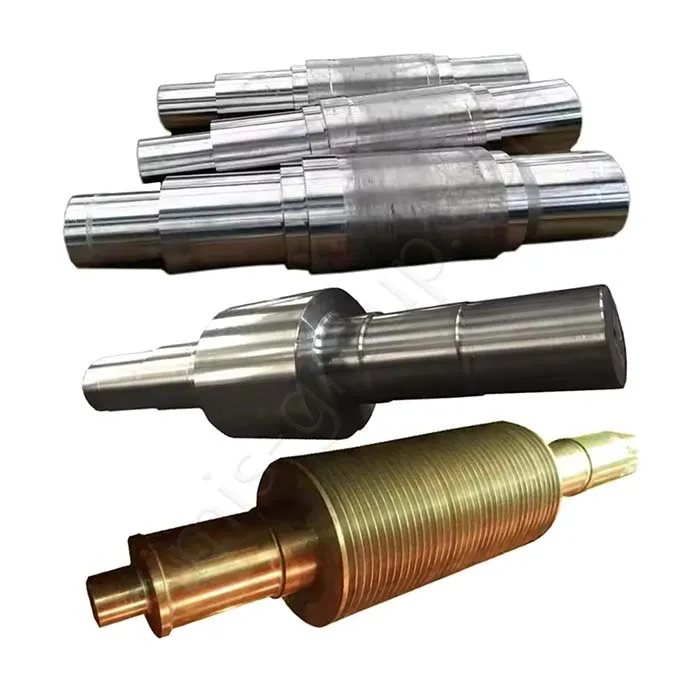
| Forgiatura a caldo a stampo aperto | Forgiatura libera | Utilizza stampi semplici o non ne utilizza affatto; il lingotto può essere deformato liberamente in più direzioni; bassi requisiti di complessità nella progettazione degli stampi. | Produzione di pezzi di grandi dimensioni e in piccole serie, come alberi di grandi dimensioni, flange e forgiati da lingotti, nonché esigenze di personalizzazione di componenti industriali di grandi dimensioni. |
| Forgiatura a caldo a stampo chiuso | Forgiatura a stampo | Utilizza stampi con cavità chiuse che corrispondono alla forma del prodotto desiderato; si genera poca o nessuna bava durante la deformazione; elevata precisione dimensionale e qualità superficiale. | Produzione in serie di componenti di precisione di medie e piccole dimensioni, come bielle per autoveicoli, alberi a gomito, ingranaggi e elementi di fissaggio per il settore aerospaziale. |
| Laminazione ad anello Forgiatura a caldo | Forgiatura ad anello | Specificamente progettato per pezzi anulari; il lingotto preriscaldato viene ruotato tra un rullo di trascinamento e un mandrino per espandersi gradualmente in un anello; flusso uniforme delle fibre lungo la direzione anulare. | Produzione di componenti anulari quali cuscinetti, flange e anelli per turbine eoliche. |
| Estrusione e forgiatura a caldo | - | Il lingotto viene posizionato in un contenitore chiuso; viene applicata pressione per forzare il metallo a fuoriuscire attraverso un foro di una matrice di forma specifica; elevato tasso di utilizzo del materiale. | Produzione di componenti in metalli non ferrosi e leghe con sezioni trasversali complesse, come tubi, profilati e componenti cavi. |

(Forgiatura a stampo chiuso)
5. Quali materiali sono adatti alla forgiatura a caldo?
La forgiatura a caldo è adatta a una varietà di metalli e leghe, ma i parametri del processo di forgiatura e i requisiti tecnici variano significativamente a seconda delle proprietà del materiale, influenzando quindi la qualità dei pezzi forgiati. I requisiti dettagliati per i materiali tipici della forgiatura a caldo sono i seguenti:
| Tipo di materiale | Intervallo di temperatura ottimale per la forgiatura a caldo | Caratteristiche chiave della forgiatura | Problemi comuni e misure di mitigazione | Applicazioni tipiche |
| Acciaio al carbonio | 900 ° C-1200 ° C | Buona duttilità e formabilità; bassa resistenza alla deformazione; conveniente | Problema: facile decarburazione durante il riscaldamento. Misure di mitigazione: controllare il tempo di riscaldamento e utilizzare un'atmosfera protettiva; eseguire la rettifica post-forgiatura. | Alberi motore automobilisticibielle, parti di macchinari in generale |
| Acciaio legato | 850 °C-1250 °C (varia in base alla composizione della lega) | Elevata resistenza e tenacità dopo la forgiatura; buona resistenza all'usura; resistenza alla deformazione relativamente elevata | Problema: segregazione degli elementi in lega che influisce sull'uniformità. Misure di mitigazione: adottare un riscaldamento uniforme; controllare la velocità di deformazione; effettuare un trattamento termico dopo la forgiatura. | Componenti strutturali aerospaziali, nuclei di valvole ad alta pressione, alberi degli ingranaggi |
| Acciaio inossidabile | 1050 ° C-1200 ° C | Eccellente resistenza alla corrosione; resistenza alle alte temperature; formabilità relativamente scarsa | Problema: Ossidazione e impoverimento del cromo. Misure di mitigazione: utilizzare il vuoto o il riscaldamento a gas inerte; ottimizzare la velocità di raffreddamento per evitare la corrosione intergranulare. | Componenti per apparecchiature chimiche, componenti marini, elementi di fissaggio per alte temperature |
| Lega di alluminio | 380 ° C-500 ° C | Leggero; buona conduttività termica; bassa forza di deformazione; rapida velocità di raffreddamento | Problema: Facile ossidazione e ingrossamento della grana. Misure di mitigazione: Controllare rigorosamente la temperatura e la durata del riscaldamento; utilizzare un rivestimento protettivo sulla superficie del lingotto. | Componenti aerospaziali leggeri, cerchi in lega di alluminio per autoveicoli, componenti per scambiatori di calore, parti di biciclette, Forcella a triplo morsetto |
| Lega di titanio | 800 ° C-1050 ° C | Elevata resistenza specifica; eccellenti prestazioni alle alte temperature; scarsa formabilità | Problema: Forte ossidazione e assorbimento di ossigeno/azoto ad alte temperature. Misure di mitigazione: utilizzare un forno a vuoto; forgiare in atmosfera protettiva; ridurre al minimo il tempo di esposizione alle alte temperature. | pale di motori aerospaziali, componenti per razzi, dispositivi medici |

(Componenti in lega di alluminio forgiati a caldo)
6. Perché la forgiatura a caldo è preferibile per i componenti critici?
La diffusa adozione della forgiatura a caldo nelle applicazioni industriali è attribuita alla sua serie di vantaggi specifici, convalidati da decenni di pratica industriale e in linea con gli standard di qualità globali per componenti ad alte prestazioni:
·Maggiore formabilità per geometrie complesse:
L'ambiente ad alta temperatura consente di modellare i metalli in configurazioni complesse che sarebbero difficili o irraggiungibili tramite la forgiatura a freddo. Questa caratteristica è particolarmente vantaggiosa per le forgiature personalizzate, come gli alberi a gomiti, pale di turbina per aereie flange industriali di grandi dimensioni.
· Proprietà meccaniche superiori:
La forgiatura a caldo affina la struttura granulare del metallo, generando una microstruttura uniforme e densa con un flusso di grani continuo che si adatta alla forma del componente. Questo processo elimina difetti interni come porosità, ritiri e vuoti, migliorando significativamente la resistenza, la tenacità e la resistenza alla fatica del componente, attributi fondamentali per parti soggette a sollecitazioni elevate, carichi pesanti o condizioni operative estreme.
· Riduzione della forza di deformazione e dell'usura delle apparecchiature:
La minore resistenza allo snervamento dei metalli ad alte temperature riduce la forza necessaria per la deformazione. Ciò non solo minimizza l'usura delle attrezzature di forgiatura (incluse presse e stampi), ma consente anche la lavorazione di pezzi più grandi e spessi, con pesi fino a 170 tonnellate.
· Versatilità dei materiali:
La forgiatura a caldo è compatibile con un'ampia gamma di metalli e leghe, tra cui acciaio al carbonio, acciaio legato, acciaio inossidabile, rame, alluminio, nichel e leghe di titanio. Questa versatilità la rende adatta a soddisfare le diverse esigenze di settori industriali che spaziano dall'automotive all'aerospaziale e all'energia.
·Efficienza dei costi nella produzione di grandi volumi e su misura:
Nella produzione in grandi volumi di componenti complessi, la forgiatura a caldo riduce al minimo la necessità di lavorazioni meccaniche secondarie, soprattutto nella forgiatura a caldo a stampo chiuso, diminuendo così gli sprechi di materiale e i costi complessivi di produzione. Nel contesto delle forgiature personalizzate, offre flessibilità nella realizzazione di design unici senza compromettere le prestazioni, un vantaggio fondamentale per le applicazioni industriali specializzate.

(Componenti per valvole dell'olio in acciaio legato, ottenuti mediante forgiatura a caldo a stampo chiuso)
7. Quali sono i fattori chiave da considerare nel controllo di qualità dei pezzi forgiati a caldo?
Sebbene la forgiatura a caldo offra notevoli vantaggi, il raggiungimento di risultati costanti e di alta qualità richiede la rigorosa osservanza dei protocolli di controllo del processo e degli standard internazionali. Tra i fattori chiave da considerare si annoverano i seguenti:
·Controllo preciso della temperatura:
Mantenere il metallo entro l'intervallo di temperatura ottimale per la forgiatura a caldo è fondamentale. Il surriscaldamento può degradare le proprietà del metallo (ad esempio, provocando l'ingrossamento dei grani), mentre il sottoriscaldamento può comportare una duttilità insufficiente e un aumento della forza di deformazione. I moderni impianti di forgiatura a caldo utilizzano sistemi di monitoraggio a infrarossi in tempo reale per controllare le temperature con una tolleranza di ±5 °C.
·Progettazione e manutenzione degli stampi:
Gli stampi svolgono un ruolo cruciale nella formatura dei pezzi forgiati. Gli stampi di alta qualità, generalmente realizzati in leghe resistenti al calore, devono essere preriscaldati in modo appropriato (di solito a 300 °C) per prevenire shock termici e garantire un flusso uniforme del metallo. Una manutenzione regolare e l'applicazione di rivestimenti avanzati (ad esempio, nanorivestimenti) contribuiscono a ridurre l'attrito e a prolungare la durata degli stampi.
·Controllo dell'atmosfera:
Il riscaldamento dei metalli ad alte temperature può indurre ossidazione e formazione di scaglie, che possono compromettere la qualità superficiale del pezzo forgiato. Per mitigare questi problemi, alcuni processi di forgiatura a caldo utilizzano atmosfere protettive (ad esempio, gas inerti) o tecnologie di riscaldamento avanzate.
·Raffreddamento e post-elaborazione:
Dopo la forgiatura, i componenti devono essere sottoposti a un raffreddamento uniforme per evitare deformazioni o tensioni residue. A seconda dei requisiti specifici dell'applicazione, potrebbero essere necessari passaggi di post-lavorazione (ad esempio, trattamento termico, lavorazione meccanica o finitura superficiale) per raggiungere le tolleranze dimensionali finali e gli standard di qualità superficiale.
8. Quali sono i difetti più comuni nelle forgiature a caldo?
Nonostante un rigoroso controllo del processo, i componenti ottenuti mediante forgiatura a caldo possono comunque presentare difetti dovuti a fattori quali la qualità delle materie prime, le deviazioni dai parametri di processo e i problemi di progettazione dello stampo. L'identificazione tempestiva dei difetti più comuni e l'implementazione di misure di prevenzione e riparazione mirate sono fondamentali per garantire la qualità del prodotto. Di seguito i dettagli:

(Nelle fucinature sono apparse delle crepe)
| Tipo di difetto | Cause | Misure di prevenzione | Misure correttive per le crepe |
| Crepe | 1. Riscaldamento non uniforme o surriscaldamento/sottoriscaldamento del lingotto; | 1. Ottimizzare la curva di riscaldamento per garantire una temperatura uniforme; | 1. Piccole crepe: levigare e riparare, quindi ispezionare nuovamente; |
| Folding | 1. Progettazione dello stampo irragionevole che porta a un flusso di metallo irregolare; | 1. Ottimizzare la progettazione della cavità dello stampo per guidare un flusso uniforme del metallo; | 1. Piegatura leggera: levigare per rimuovere la parte piegata; |
| Ritiro e vuoti | 1. Deformazione insufficiente durante la forgiatura che porta a un riempimento incompleto del metallo; | 1. Assicurare un rapporto di forgiatura sufficiente per migliorare la densità del metallo; | 1. Piccoli ritiri/vuoti: riparazione mediante saldatura (per parti non critiche) o riforgiatura; |
| Grana grossolana | 1. Surriscaldamento del lingotto o esposizione prolungata ad alte temperature; | 1. Controllare rigorosamente la temperatura e la durata del riscaldamento; | Applicare un trattamento termico (ad esempio, normalizzazione, ricottura) per affinare la grana; se l'ingrossamento della grana è eccessivo, potrebbe essere necessaria una riforgiatura. |
| Scaglie di ossido e decarburazione | 1. Riscaldamento in atmosfera d'aria che provoca ossidazione; | 1. Utilizzare il riscaldamento in atmosfera protettiva o il riscaldamento sottovuoto; | Rimuovere la scaglia di ossido mediante sabbiatura o molatura; riparare lo strato decarburato mediante lavorazione meccanica (assicurandosi che il materiale rimanente soddisfi i requisiti di spessore). |
Cina Simis Il Gruppo e la sua controllata Shanxi KSN Precision Forging Technology Development Co., Ltd. hanno implementato un sistema completo di controllo dei difetti. Integrando apparecchiature di controllo non distruttivo all'avanguardia (come l'ispezione laser 3D e i test a ultrasuoni) e un rigoroso monitoraggio dei processi, l'azienda riduce efficacemente il tasso di difetti e garantisce la fornitura di componenti forgiati a caldo di alta qualità ai clienti di tutto il mondo.
9. In quali settori industriali possono essere impiegati i componenti prodotti mediante forgiatura a caldo?
La combinazione di resistenza, formabilità e versatilità intrinseca alla forgiatura a caldo la rende indispensabile nei settori industriali in cui la rottura dei componenti è intollerabile. Le principali applicazioni sono le seguenti:
·Aerospaziale:
Fabbricazione di componenti critici come carrelli di atterraggio per aeromobili, dischi di turbine per motori, pale e raccordi strutturali: parti che devono resistere a temperature, pressioni e fatica estreme.
·Settore automobilistico:
Produzione di componenti sottoposti a forti sollecitazioni, compresi gli alberi a gomiti, bielle, ingranaggi, Alberi del perno dell'assee parti di sospensioneI componenti automobilistici forgiati a caldo garantiscono affidabilità e sicurezza in presenza di carichi e vibrazioni prolungati.
·Energia e petrolio/gas:
Produzione di componenti su larga scala come flange per turbine eoliche, anello del cuscinetto di rotazionetubi di perforazione petrolifera, recipienti a pressione per centrali elettriche e componenti per turbine: tutti elementi che richiedono eccezionale resistenza e capacità di sopportare ambienti operativi difficili.
·Macchinari pesanti e costruzioni:
Forgiatura di benne per escavatori, ganci per gru, componenti per bulldozer e altre parti per impieghi gravosi che devono resistere a forti impatti e carichi statici.
·Marino:
Produzione di eliche, alberi e componenti dello scafo per navi, progettati per resistere alla corrosione e alla fatica in ambienti marini.

(Biella per autoveicoli forgiata a stampo chiuso)
10. Produttore cinese di forgiatura a caldo consigliato
Per i professionisti degli acquisti globali e gli acquirenti industriali alla ricerca di partner affidabili per la forgiatura a caldo, la Cina Simis Il Gruppo è una scelta affidabile tra i produttori cinesi di forgiatura. Grazie alla pluriennale esperienza nel settore della fusione e della forgiatura, il Gruppo si è guadagnato un'ottima reputazione per la fornitura di prodotti e servizi di forgiatura a caldo di alta qualità a clienti in tutto il mondo. La sua principale filiale, Shanxi KSN Precision Forging Technology Development Co., Ltd., è la responsabile principale del settore della forgiatura a caldo del Gruppo, e vanta una tecnologia di produzione consolidata, rigorosi processi di controllo qualità e capacità di personalizzazione flessibili per soddisfare le diverse esigenze di vari settori.

Shanxi KSN ha una ricca esperienza in vari processi di forgiatura, con la forgiatura a caldo come attività principale, che comprende forgiatura a stampo aperto, forgiatura a stampo chiuso, laminazione di anelli e altri tipi, fornendo forgiatura dell'acciaio e servizi di forgiatura di leghe di alluminioL'azienda dispone di una base produttiva completa, dotata di sistemi di riscaldamento standard, presse per forgiatura professionali (fino a 5000 tonnellate) e attrezzature complete per il controllo qualità, come sistemi di test a ultrasuoni, che possono garantire efficacemente la stabilità e l'affidabilità della qualità del prodotto. Cina Simis Il Gruppo è in grado di gestire sia piccoli progetti di forgiatura a caldo personalizzati che ordini di produzione di massa ad alto volume. Può lavorare una varietà di materiali comuni, tra cui acciaio al carbonio, acciaio legato, acciaio inossidabile e leghe non ferrose. L'azienda si conforma rigorosamente agli standard internazionali come ISO 9001 e IATF 16949 e da tempo fornisce prodotti di forgiatura a caldo a settori quali l'automotive, l'aerospaziale, l'energia e i macchinari pesanti. Si concentra sull'equilibrio tra prestazioni del prodotto, controllo dei costi e consegne puntuali. Scegliere la Cina Simis Far parte di un gruppo significa collaborare con un produttore cinese affidabile, dotato di una solida competenza tecnica, una gestione della qualità standardizzata e capacità di assistenza complete.