4130 Chromoly Steel Properties and Forging Applications
4130 chromium-molybdenum steel is a medium-carbon, low-alloy steel, named after the primary alloying elements chromium and molybdenum. Standardized by the American Iron and Steel Institute (AISI) in the 1930s, it remains one of the most important alloy steels in mechanical engineering. Its standard chemical composition includes 0.28-0.33% carbon, 0.8-1.1% chromium, 0.15-0.25% molybdenum, and appropriate amounts of manganese, silicon, and other elements. This carefully designed composition ensures that 4130 steel achieves an excellent balance of strength, toughness, and machinability.
The development of chromium-molybdenum steel is closely tied to the needs of the aerospace industry. In the early 20th century, as aircraft engine power continued to increase, traditional carbon steels could no longer meet the strength and fatigue requirements of critical components such as crankshafts and connecting rods. The addition of molybdenum significantly improved the steel's hardenability and high-temperature strength, while chromium enhanced its corrosion and wear resistance. This synergistic effect made 4130 steel an ideal choice for aircraft engine parts at the time, and its use gradually expanded to other industrial fields.
From a materials science perspective, 4130 is a heat-treatable alloy steel. Through appropriate heat treatment processes, it can achieve different property combinations, from the annealed state to the quenched and tempered state. In the annealed state, its tensile strength is approximately 560 MPa. After quenching and tempering, the strength can reach 800-1000 MPa while maintaining an elongation of 10-15%. This tunability makes 4130 steel adaptable to a variety of application requirements.

1.Physical and Mechanical Properties of 4130 alloy Steel
4130 chromium-molybdenum steel exhibits excellent comprehensive mechanical properties. Its density of 7.85 g/cm³ is comparable to that of ordinary carbon steel, but its strength-to-weight ratio is significantly superior. The coefficient of thermal expansion is 11.3×10⁻⁶/°C in the temperature range of 20-100°C, and the thermal conductivity is 42.7 W/(m·K). These properties provide excellent dimensional stability during hot working.
In terms of mechanical properties, properly heat-treated 4130 steel can achieve the following typical values: tensile strength of 900 MPa, yield strength of 650 MPa, elongation of 12%, reduction of area of 35%, and Charpy V-notch impact energy of 20 J (at room temperature). These data demonstrate that 4130 steel not only possesses high strength but also maintains sufficient toughness and ductility, which are key requirements in many engineering applications.
Of particular note is the fatigue performance of 4130 steel. The rotating bending fatigue limit of a smooth specimen can reach 450 MPa, equivalent to approximately 50% of its tensile strength. This ratio is higher than that of most structural steels, indicating its excellent resistance to cyclic loading. Fatigue strength can be further increased by 20-30% through surface nitriding or shot peening.
In terms of high-temperature performance, 4130 steel maintains excellent strength stability below 500°C. Its creep strength reaches 150 MPa at 450°C, making it suitable for structural parts operating in certain moderate-temperature conditions. It also exhibits excellent low-temperature toughness, maintaining an impact energy of over 15J at -40°C, making it suitable for use in cold environments.
2. Why 4130 alloy Steel Is Not Commonly Used in Casting Processes
The limitations of 4130 steel in casting applications are significant, primarily due to its inherent metallurgical properties:
Solidification Defects:
The relatively narrow solidification temperature range of 4130 steel (approximately 50°C) results in poor fluidity. During casting, the molten metal has difficulty completely filling complex mold cavities, making it prone to cold shuts and under-casting defects. Furthermore, its solidification shrinkage, as high as 4.5%, is significantly higher than many casting-specific alloys, significantly increasing the risk of concentrated shrinkage cavities and macro-shrinkage.
Carbon Equivalent and Hot Cracking Susceptibility:
The carbon equivalent of 4130 steel (Ceq ≈ 0.7) is in the hot cracking sensitive range. During the late solidification phase, the liquid film formed between dendrites cannot withstand the tensile stress generated by solidification shrinkage, leading to hot cracking. While the addition of molybdenum improves high-temperature strength, it also widens the solidification window, further exacerbating the hot cracking tendency.
Microstructural Issues:
The as-cast structure typically exhibits coarse columnar grains and pronounced dendritic segregation. The segregation of chromium and molybdenum leads to microscopic compositional inhomogeneities, resulting in the formation of hard and brittle alloy carbides. These defects not only reduce the mechanical properties of the casting but also severely impact the fatigue life and toughness of the material.
Economic Considerations:
Casting 4130 alloy steel requires stringent process control, including complex gating and riser system design, expensive molding sand, and subsequent heat treatment. Compared to low-alloy steels specifically developed for casting (such as 4320 and 8620), the overall cost of 4130 steel casting is 30-40% higher, without offering the same performance advantages.
Performance Limitations:
Even if qualified 4130 castings are produced through optimized processes, their mechanical properties rarely reach the level of forged parts. Castings exhibit significant anisotropy, with transverse properties typically degrading by more than 20% compared to longitudinal properties, making them unsuitable for most critical applications.

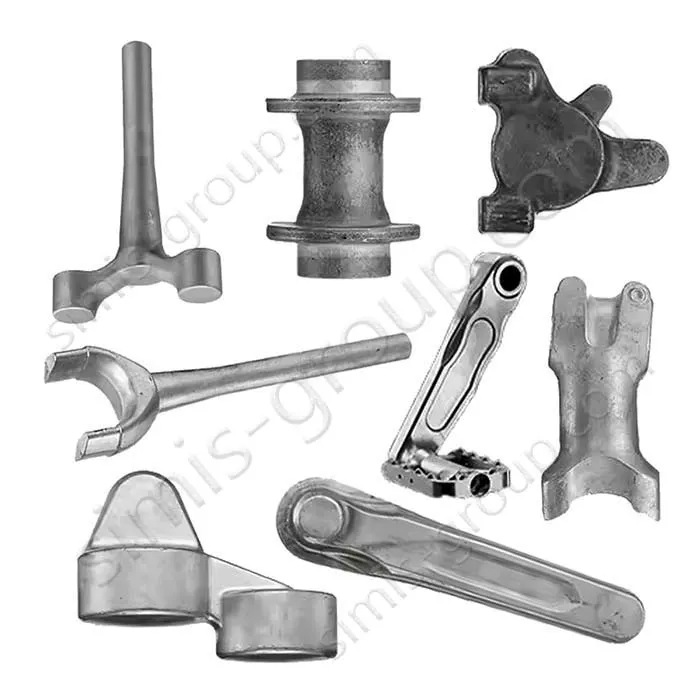
3. Why is 4130 Steel Predominantly Used for Forging?
Forging fully unleashes the potential of 4130 steel. Through thermomechanical processing, casting defects are eliminated, resulting in superior mechanical properties.
Microstructure Optimization:
The forging process disrupts the as-cast structure through intense plastic deformation, eliminating dendritic segregation and coarse grains. Dynamic recrystallization during hot deformation produces fine, uniform, equiaxed grains, significantly improving the material's strength and toughness. The typical forged streamlined microstructure results in anisotropic mechanical properties, with optimal performance in the primary load direction.
Process Parameter Control:
The optimal forging temperature range for 4130 steel is 1150-900°C. Excessively high initial forging temperatures (>1200°C) can lead to overburning and coarsening of the grains, while too low a final forging temperature (<850°C) can cause work hardening and internal stresses. A forging ratio of 3:1 or higher is typically used to ensure sufficient breakdown of the original cast structure.
Heat Treatment Responsiveness:
Forged 4130 alloy steel is extremely sensitive to heat treatment. Normalizing (890-910°C) refines the as-forged structure in preparation for the final heat treatment. Quenching (oil quenching at 850-870°C) creates a high-strength martensitic structure, followed by tempering (500-600°C) to achieve the desired strength-toughness combination. Precise control of the tempering temperature allows for tailored material properties: tempering at 500°C yields the highest strength (1000 MPa), while tempering at 600°C achieves the optimal toughness combination (800 MPa).

4.4130 Chromoly Forging Process Advantages and Performance Characteristics
Superior Microstructure and Performance
The forging process achieves a fine grain size (typically ASTM grades 6-8) and uniform carbide distribution in 4130 alloy steel. Compared to the as-cast structure, fatigue strength is increased by 30-40%, and impact toughness is increased by over 50%. Anisotropy is significantly improved, with transverse properties reaching over 85% of longitudinal properties.
Significant Economic Benefits
Although initial tooling costs are higher, the cost per part is significantly reduced in large-scale production. With material utilization rates as high as 80-90%, subsequent processing is reduced, and overall production costs are 20-30% lower than casting.
High Quality Reliability
The forging process eliminates casting defects, achieving density close to theoretical values. Ultrasonic testing shows that the internal quality of forgings meets ASTM A388 Class I requirements. High consistency in mass production, with performance fluctuations within ±5%.
High design flexibility
Die design allows the production of complex near-net-shape parts with a minimum fillet radius of 2-3mm and a draft angle of 2-3°. This significantly reduces the amount of subsequent machining and shortens the manufacturing cycle.

5.4130 Chromoly Steel Forging Process
(1). Closed-die forging
Closed-die forging is the most commonly used forging method for 4130 steel. The die is pre-machined into the shape of the part, and the billet heated to 1150-1200°C is plastically deformed in the die cavity. This process can produce parts with complex shapes and precise dimensions, with a material utilization rate of 80-90%. Typical closed-die forging pressures range from 200-1000 tons, depending on the size and complexity of the part.
(2). Open-die forging
For large parts or small batch production, the open-die forging process is used. The desired shape is gradually formed through multiple forging and flipping. This method is particularly suitable for manufacturing large shafts, rings and cylinder parts, and the forging ratio is usually controlled at more than 3:1.
(3). Isothermal Forging
Isothermal forging technology is used for high-demand parts in the aerospace field. The die and the blank are kept at the same temperature (usually 900-950°C) and deformed at an extremely slow strain rate (0.001-0.01 s⁻¹). This method can obtain uniform and fine grain structure, reduce internal stress, and improve the consistency of part performance.
(4). Multi-directional Forging
For parts with complex internal cavities or special streamline requirements, multi-directional forging technology is used. By applying pressure in multiple directions, it is ensured that the material obtains sufficient plastic deformation and densification in all directions.

6.4130 Typical Chromoly Steel Forging Types and Applications
-- Aerospace
Landing Gear Components:
Piston rods, torque arms, and other components are produced using closed-die forging. After precision machining and heat treatment, they achieve a tensile strength of 900-1000 MPa and exhibit excellent fatigue resistance and impact toughness.
Engine Mounting Brackets:
Free-die forging combined with CNC machining ensures high strength and precise mounting dimensions.
Flight Control Connecting Rods:
Isothermal forging ensures dimensional stability and reliability under extreme temperatures.
-- Motorsports
High-Performance Connecting Rods:
Closed-die forging ensures weight tolerance within ±2%, and fatigue life is increased by over 50% compared to conventional steel.
Drive Shafts:
Free-die forging blanks are heat-treated and finely machined, achieving torsional strength exceeding 1500 Nm.
Racing Chassis Brackets:
Multi-directional forging ensures uniform mechanical properties in all directions, improving crashworthiness. Crash Safety
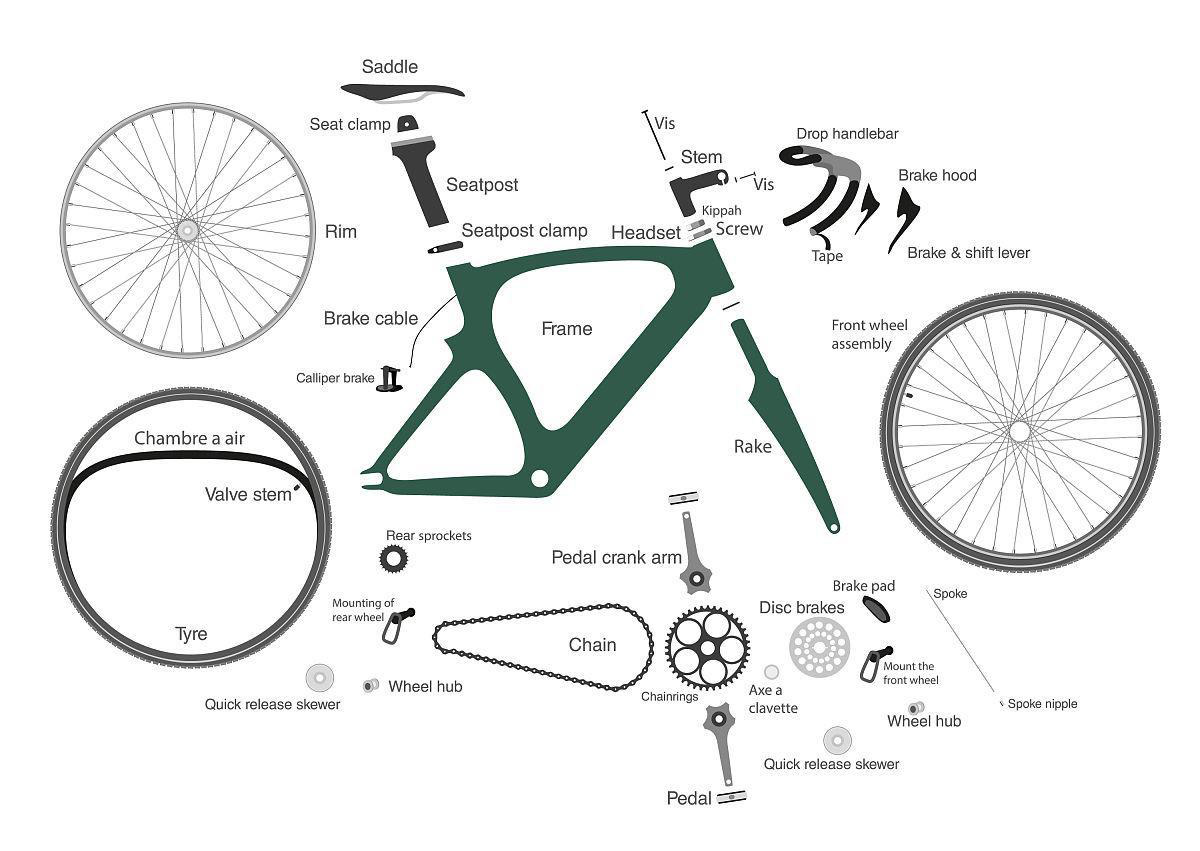
-- High-end bicycle / Bike
In high-end bicycle manufacturing, 4130 Chromoly alloy steel is considered a classic and high-performance material, particularly favored by custom frame builders and vintage bike enthusiasts. Its applications are primarily in frames, forks, and various bicycle accessories.
1. Bike Frameset:
4130 steel's high strength and exceptional toughness enable it to be processed into thin-walled tubing, which, through sophisticated TIG welding or brazing processes, creates lightweight, high-strength frames. Compared to conventional high-carbon steel frames, 4130 frames are significantly lighter (while still heavier than aluminum or carbon fiber) while offering unparalleled ride quality. Its unique micro-elastic deformation ability effectively absorbs road vibrations, providing a smooth, comfortable ride with a distinct "road feel," a characteristic often described as the "magic of steel." Furthermore, the material's fatigue resistance ensures the frame's reliability and durability even under long-term cyclic loads.
2. Bike Fork:
The fork, also constructed from 4130 tubing, is perfectly matched to the frame, providing consistent vibration damping and handling. Whether it's a rigid fork on a hardtail mountain bike or a curved fork on a road bike, its strength and impact resistance far exceed those of aluminum alloy. In a severe collision, it's more likely to bend rather than snap like carbon fiber, resulting in greater safety.
3. Bike Components:
In addition to frames, 4130 alloy steel is also used in many high-performance bicycle components, such as:
Stem and Handlebar:
Provides a sturdy and reliable control interface.
Seatpost:
Provides a certain degree of vibration absorption, enhancing comfort.
Racks and Fenders:
Due to its ease of forming and welding, as well as its high strength, it is a preferred material for touring and commuter bikes.
-- Energy Equipment
Oil Drilling Tools:
Including drill collars and adapters, these are manufactured using open-die forging, offering excellent fatigue and stress corrosion resistance.
Wind Turbine Components:
Large bearing housings and gearbox components can weigh over 5 tons.
High-Pressure Valve Bodies:
Closed-die forging ensures continuous metal flow in the flow path, improving pressure resistance.
-- Industrial Equipment
Hydraulic Cylinders:
Open-die forged blanks undergo deep hole machining, achieving a compressive strength exceeding 70 MPa.
Heavy Machinery Shafts:
Large forgings with diameters exceeding 500 mm and lengths exceeding 10 meters.
Mold Bases:
Isothermal forging ensures microstructure uniformity and extends mold life.

7. Welding and Machining Properties of 4130 Steel
Welding Properties of 4130 alloy steel:
4130 steel exhibits excellent weldability, but requires appropriate process measures. Preheating is crucial for successful welding, typically requiring a preheat temperature of 200-300°C. Post-weld stress relief is recommended. Using low-hydrogen welding rods and strictly controlling the interpass temperature can prevent hydrogen-induced cracking.
Machinability of 4130 Steel:
In terms of machining, 4130 steel in the annealed state has good machinability, with a hardness of approximately HB200. Machining in the quenched and tempered state requires carbide tools and appropriate cutting parameters. Grinding can achieve a high surface finish, but care must be taken to avoid grinder burn.
Surface treatment can further enhance the performance of 4130 steel:
Nitriding forms a hard layer on the surface, significantly improving wear resistance and fatigue strength. Electroplating or spraying improves corrosion resistance, especially in harsh environments.
8. Comparison of 4130 Alloy Steel with Other Materials
Compared to ordinary carbon steel, 4130 steel has higher strength and better hardenability. Compared to high-alloy steels such as 4340, 4130 offers lower cost and better weldability. While its absolute strength is slightly lower, its strength-to-weight ratio remains competitive.
In the aerospace industry, 4130 steel is often compared with titanium and aluminum alloys forging. While its density is higher than aluminum alloys, its greater strength allows for smaller cross-sectional dimensions in certain applications. Compared to titanium alloys, 4130 alloy steel is significantly less expensive. While heavier, it remains an economical choice for applications where lightweighting is not a priority.

Simis Group is a manufacturer with extensive experience in steel forging. We possess a comprehensive technical system for manufacturing 4130 chromium forgings, encompassing die design, forging processes, and heat treatment. We can produce a wide range of parts using the most appropriate forging process, tailored to customer drawings and specifications, ensuring they meet the stringent requirements of industries such as aerospace, motorsports, and energy equipment. Our quality control system ensures that each forging meets the most stringent performance standards, providing customers with reliable solutions.