China Ring Rolling (Ring Forging) Factory
Ring Rolling Factory for OEM Custom Manufacturing
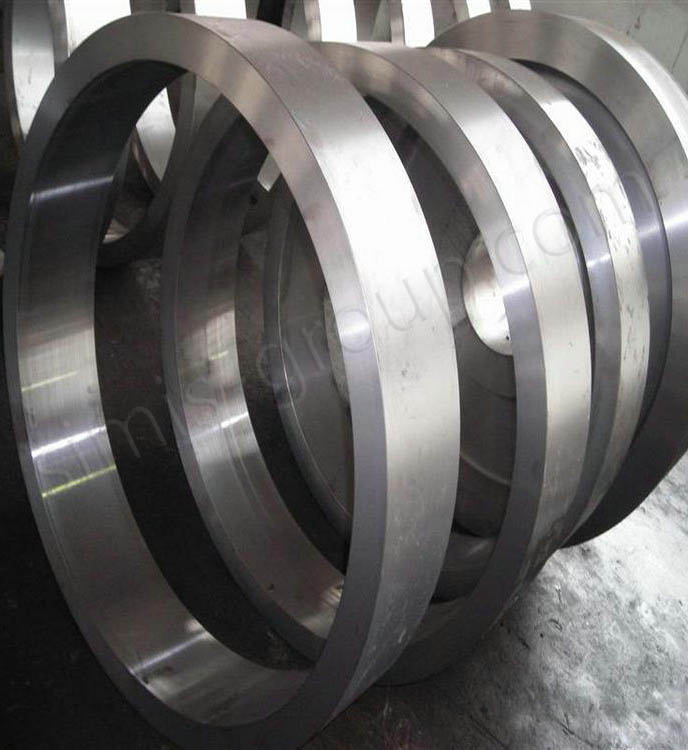
SIMIS Ring Forging Factory Introduction
The SIMIS Ring Rolling Forging Factory focuses on ring-shaped forgings and precision machining. We use advanced radial–axial ring rolling lines, hydraulic forging presses, and complete centers for heat treatment, machining, and inspection.
SIMIS makes seamless rolled rings from many materials: carbon steel, alloy steel, stainless steel, aluminum, copper, and titanium alloys.
Our ring forgings are widely used in: wind power, petrochemical, pressure vessels, aerospace, shipbuilding, construction machinery, and bearings.
Radial–Axial Ring Rolling Mill: Outer diameter Ø300–Ø6,000 mm; wall thickness 30–800 mm
Hydraulic Forging Presses: 1,000–4,000 tons
Heating & Soaking Furnaces: Automatic temperature control ±5°C; max load 15 tons
Heat Treatment Equipment: Air-circulation furnaces, pit furnaces, oil/water/polymer quenching tanks
Cranes and Handling: Lifting capacity up to 30 tons
Product Size Range: Outer diameter Ø300–Ø6,000 mm; height ≤ 800 mm
Single Piece Weight: 10 kg – 8,000 kg




OEM Custom Ring Rolling Parts






Ring Rolling Process for Custom Metal Parts
Ring Forging process overview
Ring forging can process metal materials into ring parts with inner holes and outer circles. It is used in aerospace, energy, chemical, petroleum, metallurgy and other industries, especially in the production of high-strength, large-size ring parts (such as aircraft engine parts, pressure vessels, pipeline flanges, etc.).
1. Metal material preparation
Select metal alloys with good mechanical properties as raw materials. For some special materials, pretreatment such as deoxidation and impurity removal is required.
2. Billet heating
The billet is heated by equipment such as induction heating furnace to improve the plasticity of the metal and facilitate the subsequent forging process.
3. Preliminary forging (rough forging)
Free forging or die forging is performed on the heated billet to gradually transition the billet shape from the initial shape (ingot) to a ring.
4. Forging (forming process)
Ring formation: To form the final ring parts, professional ring forging dies are required. There are usually two main methods:
Closed die ring forging: The blank is gradually formed from the outer ring or inner hole through the forging die. This method can better control the dimensional accuracy of the ring parts.
Open die ring forging: The blank is made into a ring by applying uniform compression or shearing force. This method is mainly suitable for simpler ring parts.
5. Cooling process
Cooling is performed by natural air cooling or controlled cooling speed. For special alloys, the cooling speed needs to be controlled to avoid cracks or deformation caused by too fast or too slow cooling.
6. Heat treatment
Through subsequent heat treatments such as normalizing, annealing, quenching or aging, the mechanical properties of forgings are improved, internal stress is eliminated, and hardness, toughness and other properties are improved.
7. Deburring and finishing
Forged rings have burrs, which need to be removed by mechanical cutting, grinding, sandblasting and other methods.
8. Surface treatment
Through surface treatments such as electroplating, polishing, shot peening, and spraying, the surface quality of forgings is improved, and the corrosion resistance, wear resistance, and oxidation resistance are enhanced.




Available Materials for Ring Rolling Applications
What metal parts can be forged in Simis Ring Forging Factory?
Ring rolling (Ring Forging) process creates components with continuous circumferential grain flow, resulting in excellent strength, fatigue resistance, and dimensional stability. Simis Ring Rolling Plant can forge parts made of carbon steel, low alloy steel, stainless steel and aluminum alloy, especially suitable for ring-shaped components subjected to cyclic loads, pressure, or rotation, and is widely used in aerospace, energy, automotive, and heavy machinery industries.
| Material Category | Why It Is Suitable for Ring Rolling | Simis Ring Rolling Plant Typical Applications | Simis Ring Rolling Plant Common Grades |
| Carbon Steel | Good hot workability and cost-effectiveness. Ring rolling refines grain structure and produces seamless rings with high load-bearing capacity | Flanges, bearing rings, large mechanical rings | AISI 1045, 1050; EN C45 |
| Low-Alloy Steel | Alloying elements improve strength, toughness, and fatigue resistance. Ring rolling ensures circumferential grain flow, ideal for pressure and rotating components | Pressure vessel rings, wind power flanges, bearing rings | AISI 4140, 4340; EN 42CrMo4 |
| Stainless Steel | Austenitic and precipitation-hardening stainless steels can be ring rolled to achieve high corrosion resistance and structural integrity. Careful temperature control is required | Chemical equipment rings, pump and valve rings, bearing components | AISI 304, 316, 17-4PH |
| Aluminum Alloys | Aluminum alloys have low density, excellent hot formability, and good strength-to-weight ratio. Ring rolling improves grain flow and mechanical properties while maintaining lightweight design | Aerospace rings, automotive lightweight rings, structural rings | 6061, 6082, 2024, 7075 |